COSWORTH PART NUMBERS EXPLAINED
OK, so this might not be the most exciting of subjects, but understanding the conventions of Cosworth part numbers can save a lot of time and effort. If you’re trying to identify a part then the part number that might be marked on it can give you several clues as to what engine it came from.
To understand the history of Cosworth part numbers, let’s go back 65 years to when Cosworth was first formed. Cosworth’s first foray into engines centred on modifications to the Ford Anglia engine, producing components like camshafts. They soon progressed to building cylinder head assemblies, followed by complete engines that were designated Mk I, Mk II, Mk III, Mk IV, etc, followed by engines such as the MAE, SCA, FVA and DFV.
One of Cosworth’s early strengths was that every part was identical from batch to batch, so it was easy to swap parts between engines. There were minimal modifications required prior to fitting each part, and this made engine build a lot quicker and far more reliable. They achieved this through very detailed drawings and technical specifications that would give the manufacturer all the information they needed to produce the part. Cosworth would then book the part into stores when it was either manufactured in-house or bought in. Then all Cosworth had to do when building the engine was to book out the required parts and assemble them into the engine.
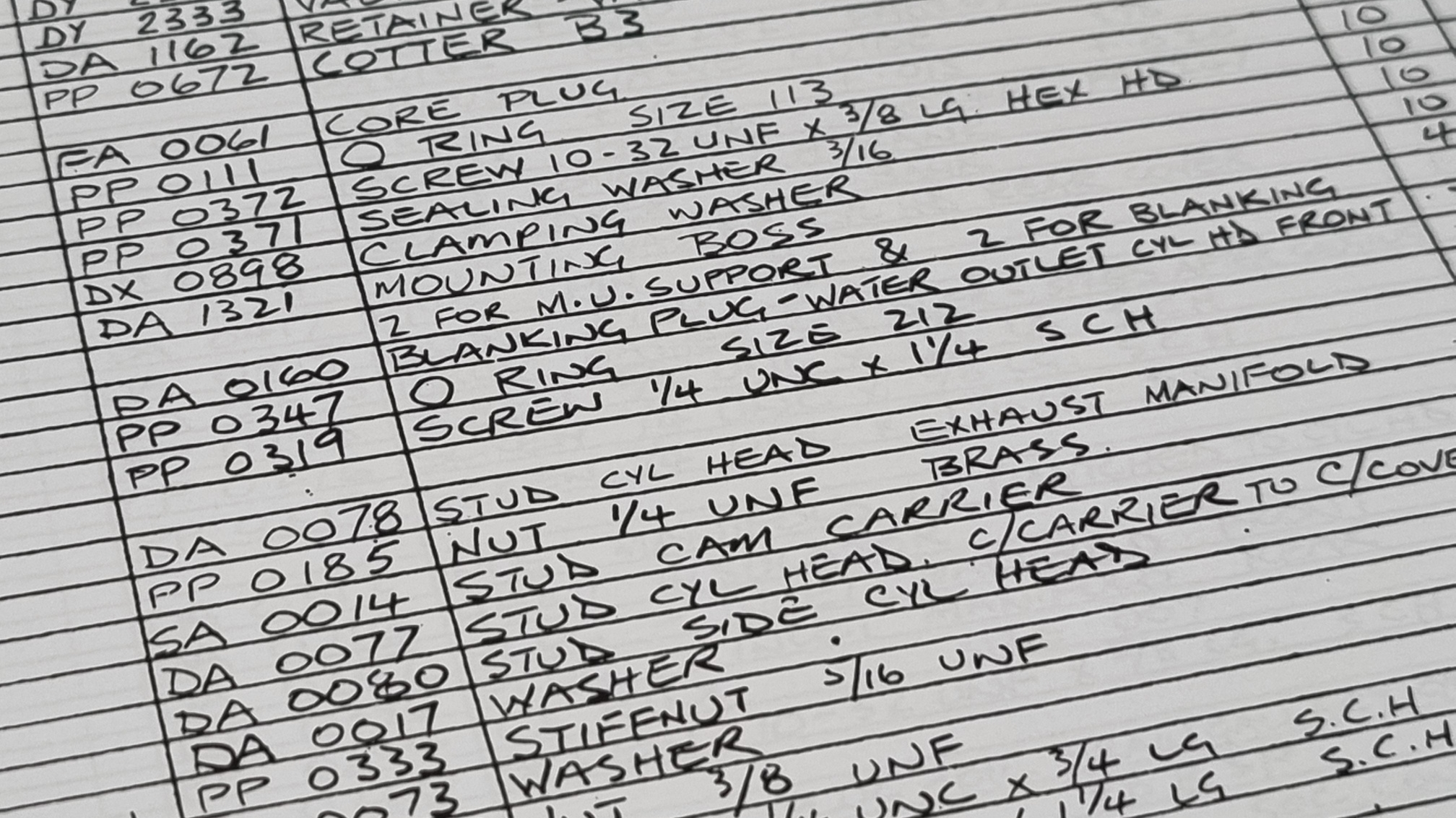
The production and tracking of components for these engines necessitated a system to keep track of the parts that would be required – the parts list. Hence each part needed its own unique part number, one that could be used to track the life of the part through design, manufacture and assembly. Cosworth quickly realised that random part numbers wouldn’t work, and that they would need to have a system to follow to generate each part number.
The Project Codes
The system that Cosworth devised was fairly simple (remember KISS – Keep it Simple, Stupid!). Every part number consisted of two letters that designated the project code followed by four numbers, for example YB1429. With the amount of engine projects rapidly expanding as the company developed, this system meant that one could instantly identify which engine the part was intended for.
There were over 50 different project codes, and some of these never saw the light of day, but here are some of the more common ones, arranged in alphabetical order:
| Project Code | Engine | Year |
| BA | BD series | 1969 |
| CA | CA series (Formula 1) | 2006 |
| CK | CK series (Ford CR series Formula 1) | 1999 |
| DA | DFV | 1967 |
| DL | DFL | 1981 |
| DX | DFX | 1986 |
| DY | DFY | 1982 |
| DZ | DFZ | 1987 |
| FA | FVA series | 1966 |
| HB | HB series (Formula 1) | 1989 |
| JD | JD series (Ford Zetec-R Formula 1) | 1996 |
| SA | SCA series | 1964 |
| TA | Lotus Twincam | 1963 |
| TJ | TJ series (Ford CR & RS series Formula 1) | 2003 |
| VJ | VJ series (Ford Zetec-R Formula 1) | 1998 |
| WA | WA series (Mercedes-Benz) | 1984 |
| XB | XB series (Indy Car) | 1992 |
| XD | XD series (Indy Car) | 1996 |
| YB | YB series | 1984 |
| YD | Duratec | 2004 |
Cosworth also used other project codes in their part numbers, especially for parts that might be used on one or more projects. These included:
PP/PR – ‘proprietary parts’, these were for parts that were bought in
LL – ‘liner length’, these were bought in parts that were supplied by length, such as O-ring cords
DE – electronics parts
PA – this code was used for pistons
KK – these were kits of parts, like piston rings
The codes were supposed to be unique for each project, but occasionally the same code was used for two different projects. For example, CA was meant to be the code for the Cosworth 4WD Formula 1 project in 1969, but it was also used for the V8 Formula 1 engine in 2006.
The Casting Codes
Cosworth also had another set of project codes, called the ‘casting’ code, that were specifically for parts like castings, forgings and billets. Again, these codes were linked to the engine project, and Cosworth instigated a clever way of defining the casting code. The first letter was the same as that for the project code, and for the second letter, just go 13 letters along in the alphabet. So, for example, the casting code for YB was YN.
There were some exceptions, and there was also a rule that letters like I and O had to be skipped as they could be confused with numbers, but on the whole the casting codes followed this pattern.
This brings us to an important point. Many people incorrectly identify a part by the casting number, but this only identifies the part when it is in its part-finished form. For example, in the photo below, YN0627 is the part number of the YB head casting, not the finished machined component.
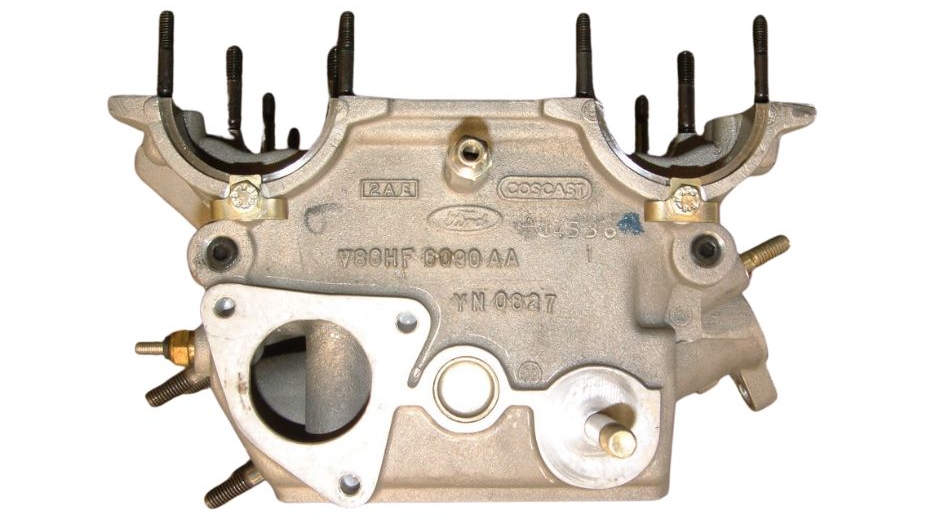
There will be a number of different types of cylinder heads that are machined from the YN0627 casting, so knowing just the casting number doesn’t completely identify the head. Here are the part numbers for the heads for the different types of YB engine:
| Engine Type | Cylinder Head Part Number |
| YBB | YB0935 |
| YBC | YB0567 |
| YBD | YB0937 |
| YBF | YB0528 |
| YBG | YB0643 |
| YBJ | YB0643 |
| YBS | YB0643 |
| YBT | YB0643 |
| YBP | YB1043 |
| YBM | YB0977 |
Another example of a common misconception comes with pistons, which had a forging code of PM. Cosworth would imprint the forging part number into the forge tool, and this would be visible on the piston. But the PM part number only referred to the part number of the forging, not that of the machined piston. Given that the same forging could be used for a variety of different pistons, it is the finished part number that is required.
The Four Numbers
As mentioned, the part number consisted of two letters followed by four numbers. For most projects, four numbers would be enough, as it would be extremely unusual for a project to need more than 9,999 part numbers.
At first these four numbers were sequential, starting with 0001. Usually each project had its own folder that listed these numbers so that there could be no duplication. Over the years, Cosworth started to instill some ‘intelligence’ into these four numbers. The four numbers would begin with an 8 for assemblies, and numbers beginning with 05 were reserved for schematic drawings.
At one point Cosworth also introduced a rule that said that the last number would odd for left hand components and even for right hand components.
Certain projects stipulated more rules for the four numbers, such as reserving 0001 for the cylinder block, 0002 for the LH cylinder head, 0003 for the RH cylinder head and 0010 for the crankshaft. However, this rule was fairly short-lived.
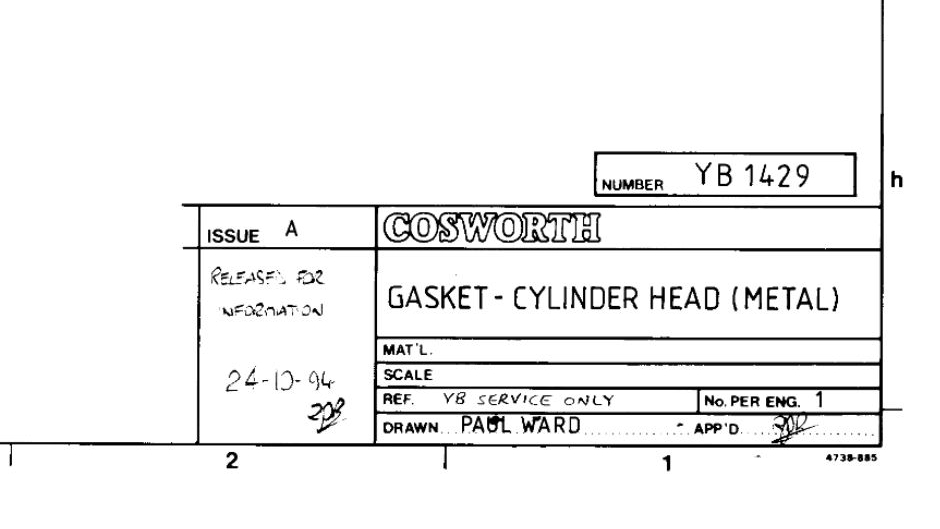
Cosworth used the part number on all documentation, including drawings (as per the example of a drawing excerpt above for our YB1429 WRC head gasket), purchase orders and invoices.
SAP & Sequential Part Numbers
These fairly simple rules for defining the part number with the project code and four numbers ran fairly smoothly for a number of decades. However, all this came to an end when Cosworth launched SAP at the beginning of 2007 as its new ERP (enterprise resource planning) system.
SAP was essentially a giant database that contained virtually all of the company’s records. It enabled Cosworth to be able to keep track of the entire life of a component, from design through to manufacture, assembly and usage. But one of the problems of SAP was that it was no longer possible to allocate part numbers that followed Cosworth’s rules. (Actually, this proved not to be true, but by the time a solution had been found, it was too late.)
Instead, the company switched to sequential numbers starting at 20000000. There was a central computerised database that would supply the next number available, but without the intelligence that the old part numbering had provided.
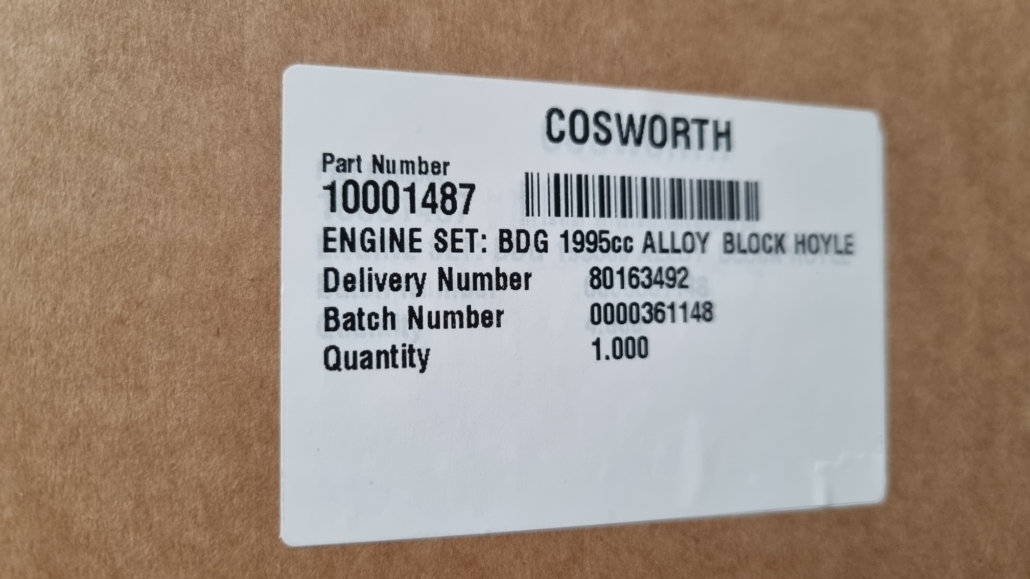
To make matters more confusing, for the first few months Cosworth used numbers starting at 10000000 to identify raw materials and kits. You’ll notice that some of our piston sets follow this pattern, such as 10001487 for our BDG Hoyle piston sets.
If you’ve survived to the end of this article, then congratulations. It is definitely not the most riveting of subjects, but will hopefully help to shed some light on how to identify Cosworth components.
 Modatek Ltd
Modatek Ltd