If someone asked you what the most complicated part in a Formula 1 engine is, you probably wouldn’t instantly think of the connecting rod bolt. But this humble-looking fastener is in fact incredibly complex.
When I started as an engine designer at Cosworth way back in the mid-1990s, one of the first parts that I got to design was the con rod bolt for the VJ Formula 1 engine.
On the face of it, this might seem like just another fastener, albeit one that is highly loaded. But I was told in no uncertain terms that this is no ordinary bolt. In fact, I remember being told to add the words “THIS IS THE MOST IMPORTANT PART OF THE ENGINE” to the drawing.
As a measure of just how complicated the con rod bolt for an F1 engine was, the size of drawing ended up being A1 (eight times the area of an A4 drawing), which seems like a lot of space for a part that is less than 2 inches long. But over half of the drawing was devoted to long lists of instructions that detailed how the bolt was to be forged, machined, finished, inspected and handled.
All of this care and attention was necessary because these rod bolts were the only components that were stopping the piston from being ejected upwards every time it reached TDC. In an F1 engine that was revving to 20,000 rpm (which is what the Cosworth CA could reach in 2006), that was over 300 times per second.
In addition to this insane frequency, the loading on the rod bolt was huge. At 20,000 rpm the piston has a deceleration of over 10,000 G. Even for a 250g piston, that’s equivalent to it weighing 2.5 metric tons – that’s like hanging a Range Rover from just two rod bolts!
(This was the best image that AI could generate. I think our jobs are safe for now.)
So to make the bolt as strong as possible, there were loads of steps that had to be carried out. First of all, the material was the best multiphase steel alloy that was available at the time. The head of the bolt was then forged, giving the optimum grain flow.
The downside to the specialist material and the need for forging was the lead time. It could take as long as 9 months to produce the bolts, which often meant that the rod bolt was one of the first components to be designed, before even the cylinder block and heads were started.
Secondly, the threads ended up being a custom size. The radius in the roots of the threads was meticulously defined by an international standard, so the actual thread naming convention was MJ9x1.0 4h-6h to BS6293 Parts 1 & 2, to be exact.
The pitch in the corresponding threads in the con rod weren’t the same as the pitch of the bolt thread. It was deliberately ‘depitched’, so that when the threads in the rod were stretched under load they would match up with the shape of the threads on the bolt. This in turn helped to even out the stresses in all of the threads.
There was also additional instructions to make sure that the shank of the bolt was as smooth as possible and free from any scratches, which might otherwise act as a stress razor. Later bolts, like the ones from the TJ engine, were superfinished to give them a mirror-like finish.
On top of that, there were incredibly tight geometric and dimensional (GD&T) tolerances that ensured that the face of the bolt was as perpendicular as possible to the bolt axis and thread (the maximum allowable runout was just 76 microns).
So all in all, the Formula 1 con rod bolt ended up being one of the most complicated parts in the entire engine.
We are Cosworth’s official distributor for their historic engine parts, and we supply a wide range of parts for a number of different Cosworth historic engines, from BD, YB and DFV through to the more recent F1 engines like the CK, TJ and CA. Our mission is to help our customers build better engines by supplying high quality parts backed up with a design consultancy that utilises over 25 years experience in top level motorsport.
https://modatek.co.uk/wp-content/uploads/2025/06/MTK0080-TJ-Con-Rod-Bolt-1-edited.jpg5631000Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2025-06-03 15:07:592025-06-03 15:10:29FORMULA 1 CON ROD BOLT TECH
There’s more to a Formula 1 piston than first meets the eye. The last of the V8 naturally aspirated engines from 2013 were built with pistons that contained lots of technical secrets. Let’s take a closer look at what some people call an engineering work of art – the Cosworth CA2010 Formula 1 piston.
The Cosworth CA2010 engine was a development of the CA, an engine which was designed and built for the 2006 season for use by Williams. As there were no restrictions on engine speed back then, peak speed was pushed to the limit and the CA was capable of reaching 20,000 rpm, making it the fastest engine on the grid.
Sadly Cosworth were forced out of Formula 1 at the end of 2006, but four years later were back with the CA2010, powering Williams again alongside the three new teams, Virgin Racing, Lotus Racing and Hispania Racing. By now the rules mandated a maximum speed of 18,000 rpm, but engine life had increased almost threefold, so there was no let up in the pursuit of reliability.
Formula 1 Piston Mass
One of the most stressed parts in the engine was the piston, and it’s not hard to see why. At a speed of 20,000 rpm the piston was subjected to accelerations of over 10,000 G (that’s not a typo, that’s ten thousand G!). If you paid attention to your high school physics lessons then you’ll remember that force is mass multiplied by acceleration, so reducing piston mass was a critical step to reducing the forces that the piston was exposed to.
The piston design represented the culmination of years of hard work to reduce mass, and the CA2010 piston hit the scales at just 215 g. Considering that the material had to be an aluminium alloy as mandated by the F1 technical regulations, this was a remarkable achievement.
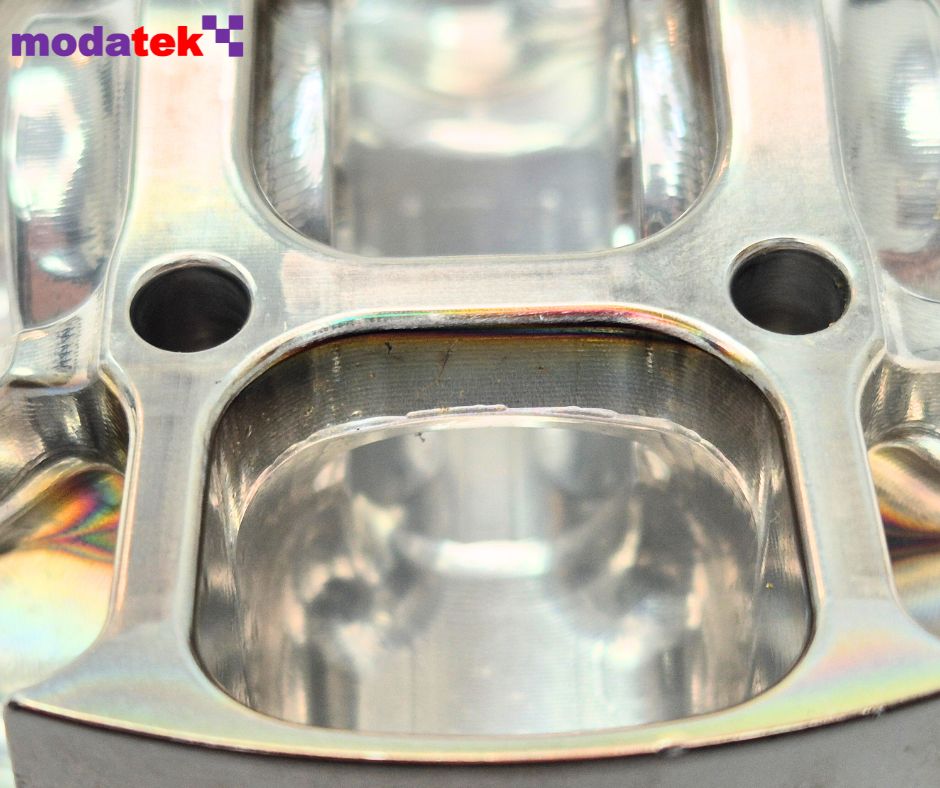
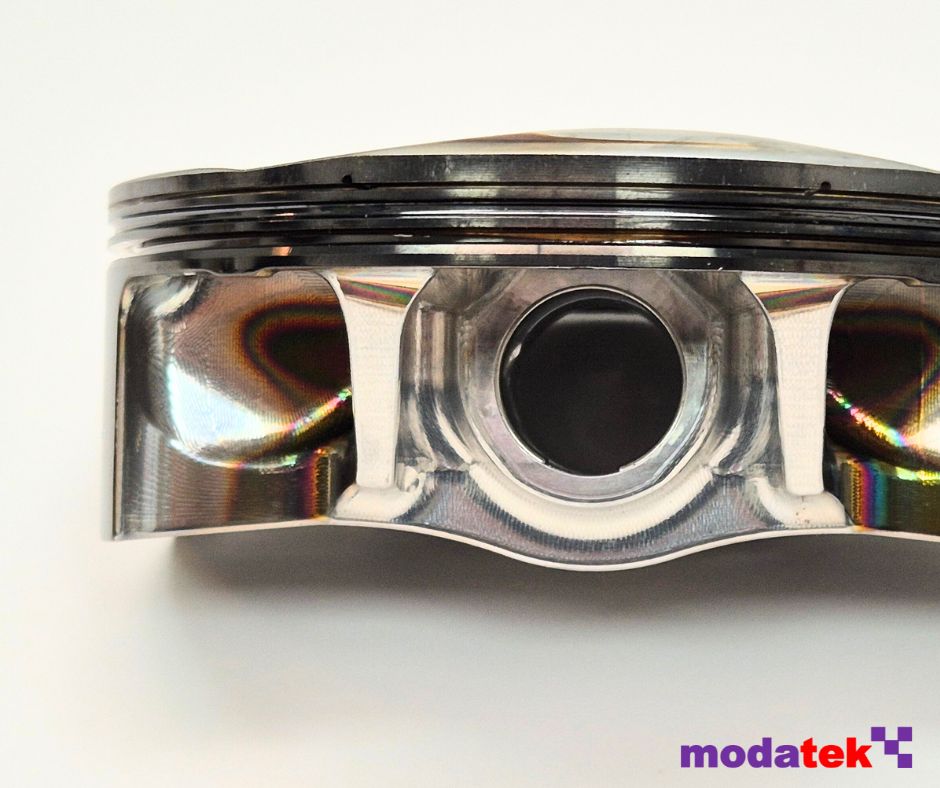
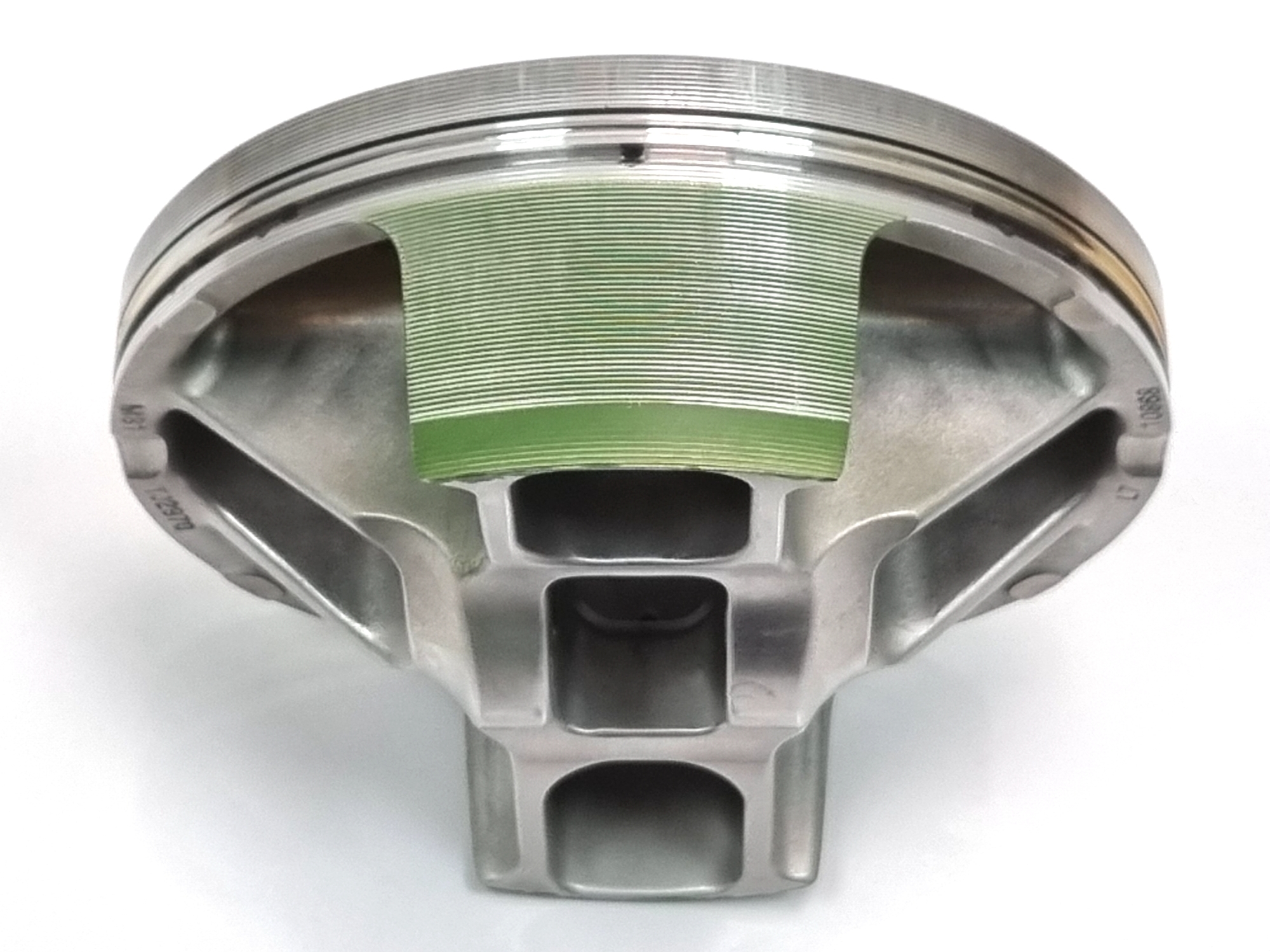
Undercrown Shape
A lot of the weight saving came from the unique shape of the piston. Alex Hitzinger, who was the chief engineer in charge of the design of the CA engine, recently commented on how the undercrown shape of the piston evolved. “We came up with this design philosophy (dog bone shapes, extremely stiff, hollow structures) through a design study we did for a very thin walled investment cast titanium piston. We never made one, because titanium got banned as a piston material before we could try it, but we learned a lot through that exercise and the result was the a piston that was capable of revving to 20,000 rpm.”
Looking at the undercrown, the shape looked like a fairly conventional boxed and bridged design. However, there were a number of clever design features that were optimised through an extensive period of FEA (finite element analysis).
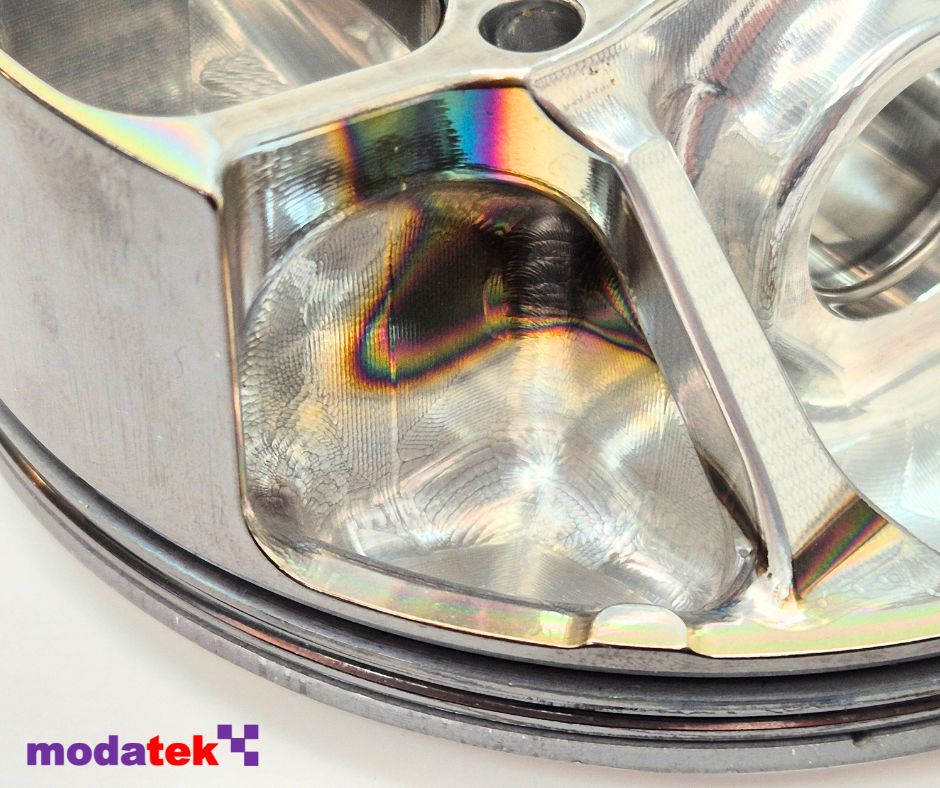
One of these features was the vertical drillings at each corner of the central box section that carried the pin bores. These drillings were actually slightly angled inwards, and were there purely for mass reduction.
The area underneath the buttresses was waisted down, and there was no material underneath the spars of the box section. These features couldn’t be generated from forging and so have had to be machined out. In fact, the entire undercrown had to be extensively machined to remove any surface defects that might have been left over from the forging process.
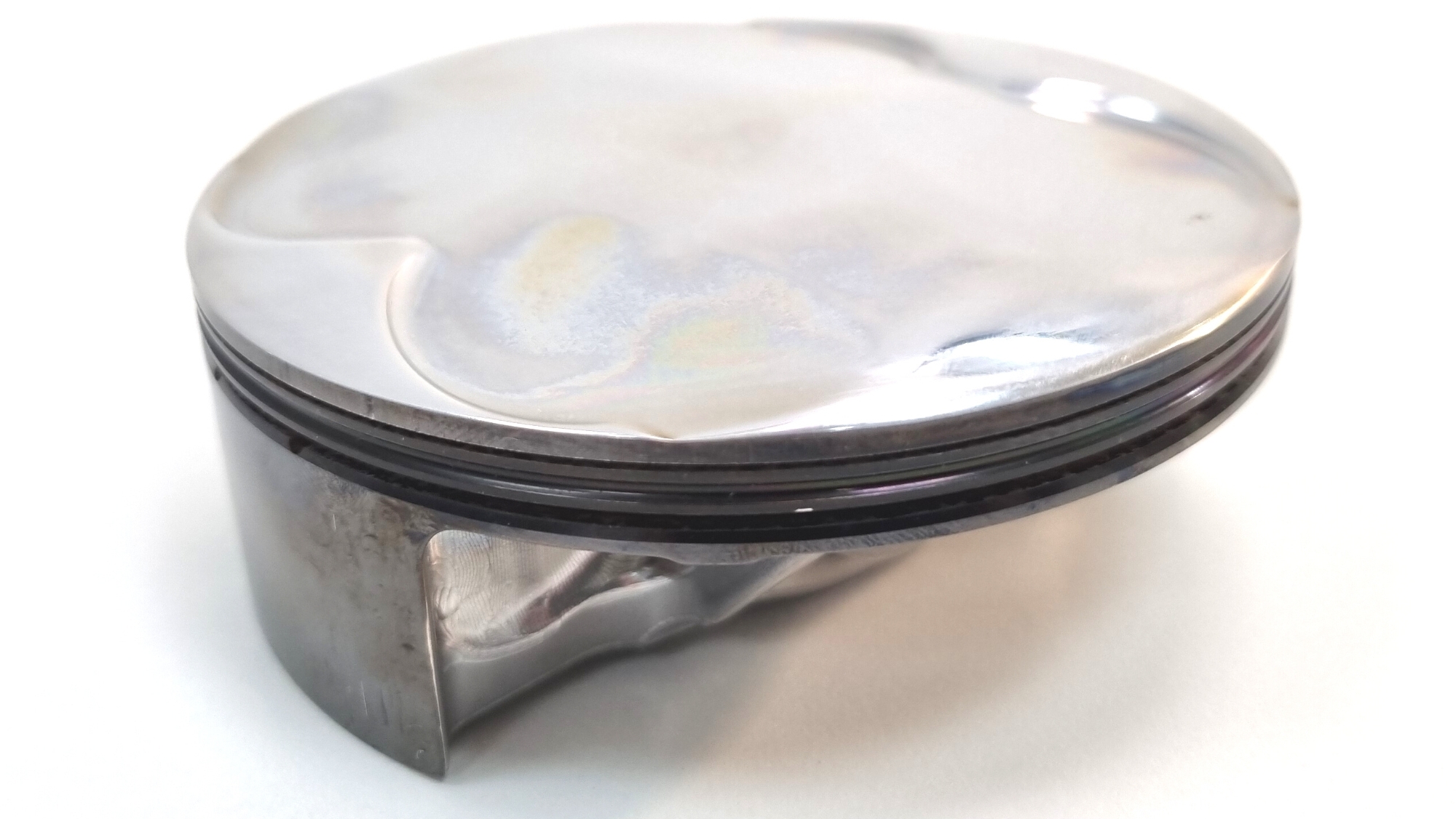
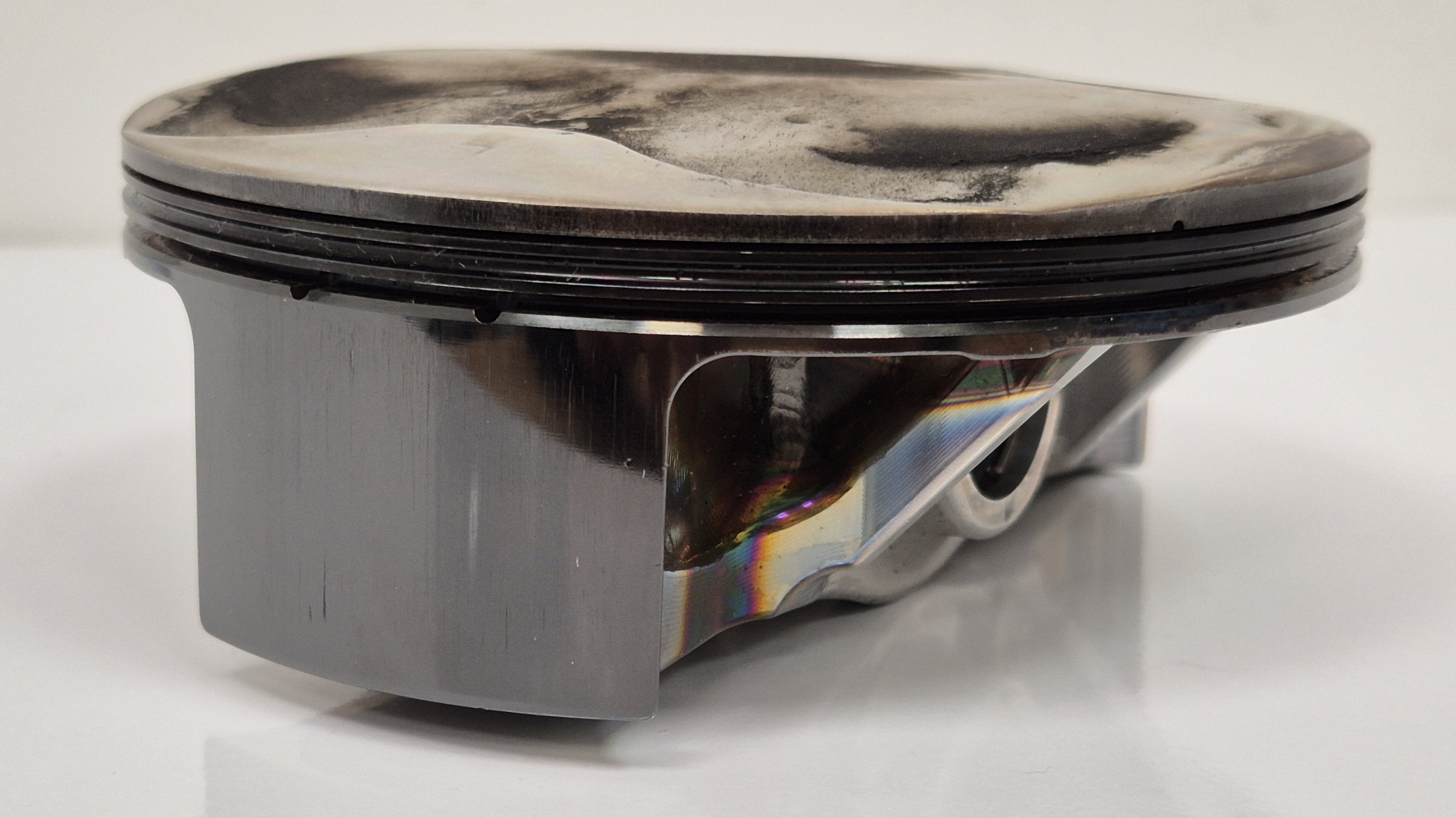
Crown Shape
The design of the crown was carefully shaped to match the corresponding geometry of the combustion chamber in the cylinder head. The crown shape consisted of a diamond-shaped central flat section which actually wasn’t flat. Although difficult to see in photos, the crown of the piston was very slightly domed, which at TDC created a small flat bowl into which the spark plug would initiate the combustion of the air and fuel mixture.
The crown included a pair of very shallow pockets for clearance to the inlet valves and another pair for the exhaust valves. Any sharp edges had to be carefully blended away to reduce the chances of pre-ignition.
One of the obstacles that had to be overcome was stopping the crown from melting, hence each piston was cooled by six oil squirt jets. The contact with hot oil resulted in the staining that could be seen on the undercrown after extended periods of running.
Ring Grooves
One of the most notable features of the piston was the tight packaging of the ring grooves, which were moved upwards as much as possible. Like most F1 pistons of this era, the sealing of the cylinder bore wall was accomplished with just one compression ring along with an oil control ring.
The height of the compression ring groove was incredibly small at just over 0.63mm. Inside this groove were small horizontal ports that fed combustion gas into the back of the groove and thus helped force the ring out towards the bore.
Likewise, the oil control ring groove was also very narrow at 1.5 mm height, and it contained ports that allowed oil to drain from within the groove to the underside of the piston. Between the two ring grooves was what’s known as an accumulator groove. This was a vee shaped groove that created a volume of gas below the compression ring. This then helped to maintain the differential pressure across the ring that was required for effective sealing.
Skirt
The skirt of the piston was very short, just enough to minimise rocking of the piston in the bore. The coating on the skirt was DLC (diamond like carbon), which had been introduced in 2004 on the forerunner to the CA engine, the TJ. Cosworth estimated that the coating was worth around 4 bhp on the TJ, thanks to the coating’s ability to reduce friction.
The skirt of the piston was very short, just enough to minimise rocking of the piston in the bore. The coating on the skirt was DLC (diamond like carbon), which had been introduced in 2004 on the forerunner to the CA engine, the TJ. Cosworth estimated that the coating was worth around 4 bhp on the TJ, thanks to the coating’s ability to reduce friction.
The profile of the skirt was a complex shape that featured both barreling and ovality. This shape had been optimised through FEA and dyno testing to ensure that the skirt matched the shape of the cylinder bore when the piston was distorted from loading and thermal expansion.
We’ve taken some of these details from an excellent article written by Ian Bamsey in Race Engine Technology issue 073. You can purchase a back copy of this publication here.
We are Cosworth’s official distributor for their historic engine parts, and we supply a wide range of parts for a number of different Cosworth historic engines, from BD, YB and DFV through to the more recent F1 engines like the CK, TJ and CA. Our mission is to help our customers build better engines by supplying high quality parts backed up with a design consultancy that utilises over 25 years experience in top level motorsport.
https://modatek.co.uk/wp-content/uploads/2025/04/CA-Piston-1.jpg788940Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2025-04-10 14:10:502025-06-03 15:08:56THE HIDDEN SECRETS OF A FORMULA 1 PISTON
Back in July last year, a 1972 McLaren M19 circulated around a very wet Silverstone circuit. This might not seem so remarkable, except for the fact that this represented a significant milestone for the future of historic motorsport. Why? Because the Cosworth DFV engine in the McLaren was being fed with fully synthetic petrol, a sustainable fuel from Zero Petroleum that promises to be the replacement for fossil fuels in the years to come. But what are sustainable fuels and lubricants, and why are they so important?
Sustainable synthetic and bio-synthetic fuels and lubricants could be the solution to the growing need to decarbonise motorsport. They are one of a number of different tactics that we can employ today to reduce carbon emissions. And unlike other methods such as electrification or switching to hydrogen fuels, the use of sustainable fuels and oils requires virtually no modifications to existing IC (internal combustion) engines.
Indeed, as part of the FIA’s desire to become ‘carbon net zero’ by 2030, a number of its top tier categories have already started to mandate the use of these sustainable fuels. WRC switched over to 100% sustainable fuel in 2022, and Formula Two and Formula Three began to ramp up the percentage of sustainable fuel used in their cars in 2023. But perhaps the most noticeable move to sustainable fuel will be when Formula 1 switches over in 2026.
In the world of historic motorsport, the use of these sustainable fuels will become even more necessary if we want to continue to use the existing IC engines that the historic cars are famous for. Who would want to contemplate replacing the iconic Cosworth DFV in the aforementioned McLaren M19 with a battery pack, inverter and electric motor, for example?
A couple of years ago I wrote an article for Race Engine Technology that looked at how these sustainable fuels and lubricants are manufactured (1). Without wanting to sound arrogant, I’ve written dozens of articles for this publication but this was in my mind probably the most important subject that I’d tackled in my 10 years of writing.
There is so much misunderstanding and misinformation in the media today about decarbonising vehicles that I thought it would be interesting to write a blog post about sustainable fuels and lubricants, and with kind permission from Race Engine Technology, I’ve been able to reuse some of the original article.
Why Do We Need Sustainable Fuels & Lubricants?
When it comes to rising carbon levels in the atmosphere, it is usually the IC engine that is maligned and not the fossil fuels themselves.
I spoke with Rebecca Mann of Coryton, who are already supplying sustainable fuel into main stream motorsport. “All too often, we demonise the IC engine,” says Mann, “but it’s the fossil fuels we put in them that cause the environmental problems. And, if we want to look at the actual environmental impact that we are making we really need to look at the bigger picture. The life cycles of the vehicle and fuel runs from its production to its disposal, and the various stages involved in this cycle can also include the creation of pollutants.
“If we want to weigh up what’s best for our planet, we need to explore the environmental impact of all these stages. Making the most of our existing vehicles whilst we develop wider solutions, such as EV, really could make a big difference.
“What’s more, sustainable fuel is ready to hit the ground running using our existing infrastructure. This means we can continue to utilise the existing fleet that we have on roads, along with the existing refuelling infrastructure.”
There are numerous arguments for and against the transition to sustainable fuels and lubricants, but probably one of the biggest advantages lie in the shear volume of IC engines that are in use on today’s roads.
“There are 36 million existing cars on the UK’s roads”, continues Mann, “and only 0.5% of which are currently fully electric. And there are 275 million passenger vehicles in Europe. We would rather be making moves to immediately improve these vehicles, rather than just waiting for the entire fleet to be replaced with electric vehicles or other new technologies.
“According to the UK government’s own statistics, sustainable fuel could reduce emissions by up to 80% compared to fossil fuels. Even a staged introduction could remove 130 million tonnes of carbon dioxide in Europe by 2030 – almost the same amount as 33 coal fired power stations would produce in a year.
“And, given sustainable fuel could be introduced much more rapidly than the transition to all-electric vehicles, we believe this is something we should be looking at very seriously to help tackle the climate emergency, whilst the infrastructure for electrification is put in place.”
But just how are sustainable fuels better for the environment than fossil fuels? “Sustainable fuel works by, effectively, recycling carbon,” answers Mann. “The carbon that a sustainable fuel contains is captured or absorbed from the atmosphere during the production process – for example, the agricultural products absorb carbon dioxide whilst they grow.
“Once it is turned into fuel and burnt, that same carbon is then released back into the atmosphere. Fossil fuel, on the other hand, has held its carbon safe for millions of years. Burning it releases additional carbon dioxide into the atmosphere that was not there before.”
There are two different ways to make sustainable fuels and lubricants. Bio-synthetic fuels and lubricants are processed from organic material, whilst synthetic fuels and lubricants are created by a number of chemical processes that use the existing carbon dioxide in the atmosphere. Both categories have their own advantages and drawbacks, such as cost and difficulty. Some fuel and lubricant manufacturers combine both bio-synthetic and synthetic products, whilst others continue to use fossil fuels or oils that are mixed with these sustainable fuels and lubricants.
What are Biofuels?
Bio-synthetic fuels, sometimes referred to as biofuels, and lubricants are manufactured by processing biomass – biomass is term for an organic material such as crops (like corn, soybeans and sugar cane), algae or microbial culture. These organic materials use photosynthesis to capture the carbon dioxide in the air. Burning bio-synthetic fuels is carbon-neutral, as the carbon dioxide that is produced from combustion is balanced out by the carbon dioxide that is required to produce the fuel.
The ‘first generation’ of bio-synthetic fuels and lubricants used arable land to grow the required biomass. However, the downside to this approach is that an intensive amount of land is required – one study (2) estimated that to meet the USA transportation fuel usage requirement, 25% of the total land used for agriculture in the USA would have to be converted over to fuel production.
Consequently, this production of these first generation bio-synthetic fuels and lubricants competes head on with food production, and as a result is not a viable solution. Instead, the solution to conflict with food production is found with ‘second generation’ bio-synthetic fuels (known as advanced biofuels) and lubricants, which are manufactured from non-food crops.
Second generation bio-synthetic fuels and lubricants uses waste biomass such as waste agricultural material or food crops that are no longer fit for human consumption. Second generation bio-synthetic fuels and lubricants are created by either thermochemical conversion or biochemical conversion.
There are a number of thermochemical conversion processes. The first is known as gasification and is a process that has been used with conventional fossil fuels for decades. The gasification process converts carbon-based materials into carbon monoxide, hydrogen, and carbon dioxide.
A second thermochemical process is pyrolysis, which has also been used with fossil fuels in the past and is carried out in the presence of an inert gas like halogen. One other thermochemical reaction called torrefaction is similar to pyrolysis but is carried out at lower temperatures.
The other process for the production of second generation bio-synthetic fuels and lubricants is biochemical conversion, which consists of a number of biological and chemical processes. One popular example of biochemical conversion is fermentation with unique or genetically modified bacteria.
Rebecca Mann of Coryton says, “Whilst we can call upon many technologies to create our products, we focus mainly on second generation biofuels. This involves us using biological waste such as feedstock, agricultural waste (straw, for example) and forestry waste (such as wood pulp).
“After the crops have been harvested, we can ferment the waste matter that is left over and process it to make bio-ethanol. We then use this bio-ethanol to produce bio-gasoline, a sustainable fuel that can be pumped straight into cars without any modifications to the engine.
“We make over 4,000 blends a year using a range of techniques and sources to create bespoke products for our partners’ individual needs. We also have a range of sustainable fuels developed specifically for the motorsport industry.”
Some companies are now beginning to refer to a ‘third generation’ to refer to biofuel that has been derived from algae, which had previously been classed as part of the second generation group. This reclassification is due to the potential of algae biomass, which can provide much higher yields with lower resource inputs than other feedstock.
Rick Lee of Evolve Lubricants, a company that has created a range of bio-synthetic lubricants, explains the chemical processes that they employ. “We achieve excellent performance through molecular dynamics that enable precise control over branch length position and the proximity and the degree of branching for higher performance in a finished lubricant.
“This is achieved through control of the average double bond position in the molecule. Through the oligomerisation process we have precise control over the linear alpha-olefin chain length, average branching point and alkyl branch formation. Selective isomerization allows for an optimized final product structure properties with methyl branch addition.
“The result is critical control over fluid properties such as viscosity, vapour pressure, traction/friction coefficient and pressure-viscosity relationship resulting in energy efficiency and wear protection.
“Our products were designed to deliver the highest performance with narrow molecular weight resulting in higher flashpoints, initial boiling point and low volatility. The presence of a high molecular weight in the tail allows for low temperature optimization. Increased branching proximity and reduced branching index (more linear) delivers a reduced friction coefficient. These enhanced friction properties reduce shear heating and maintain film thickness at elevated temperatures, more so than fossil-based lubricants.”
What are Synthetic Fuels?
The creation of synthetic fuel in a laboratory or factory using just water, air and renewable electricity could potentially change the course of direction for powertrains, both on the road and on the track. Whilst the processes involved in the manufacture of synthetic fuels are well established, the development of such techniques has appeared to have ramped up over the last few years.
Synthetic fuels are manufactured by capturing carbon dioxide from the air which is then synthesised with hydrogen that has been extracted from water. As with biofuels, the carbon dioxide that is produced from combustion is cancelled out by the carbon dioxide that has been used to make the fuel. The processes involved in the production of synthetic fuels rely on the supply of electricity, hence if the electricity is from a renewable source then the fuel can rightly claim to be carbon neutral.
In the absence of any singular word that can be used to define the complete synthetic fuel production process, Zero Petroleum has coined the word ‘petrosynthesis’. The company provides the following definition of petrosynthesis as follows:
“Petrosynthesis (noun) – the artificial creation of organic compounds (synthetic petroleum/petrochemicals) and oxygen from inorganic precursors (principally water and carbon-dioxide) using non-biological energy (such as hydro, wind, solar, tidal, nuclear, geothermal); the industrial equivalent of photosynthesis, using neither energy nor material produced by either concurrent photosynthesis (plants) or legacy photosynthesis (fossil fuels).”
Similarly, there isn’t yet a widely accepted name for the fuel that is produced. “The fuel that is created goes by a number of different names, such as synthetic fuel, e-fuel and power-to-liquid”, says Paddy Lowe, who established the company after leaving Formula 1.
“Synthetic fuels are made using renewable power like wind and solar energy and the efficient industrial processes (carbon capture, electrolysis, thermal reactions), and should not be confused with biofuels or fuels made from waste.
“Using an industrial non-biological process is controlled, efficient, reliable, secure and scalable. Manufacture can be co-located in territory – self-contained energy generation without dependence on any foreign supply of raw materials. The process of manufacture and consumption is fully circular, creating an industrial carbon cycle which can continue indefinitely in balance with the environment, just as the biological carbon cycle has done for billions of years.”
There are a number of discrete steps in the production of synthetic fuels. The first step is to capture, remove and store carbon dioxide from the air. One such method is known as direct air capture (DAC).
Air is pulled into an air contactor by one or more large fans, and it is then introduced to a potassium hydroxide solution. This solution creates chemical bonds with the carbon dioxide in the air, creating a carbonate salt that is captured in the solution.
A number of chemical processes are then carried out on this carbonate solution in a pellet reactor to turn the salt into small solid pellets, which are then heat treated in a calciner to release the pure carbon dioxide gas. The left-over pellets can be hydrated and then re-used.
The next step is to convert this carbon dioxide into carbon monoxide. This is done by a process that is referred to as ‘reverse water gas shift’ (RWGS). The RWGS process converts carbon dioxide and hydrogen into carbon monoxide and water, as per the following chemical equation:
Note that this process requires a significant amount of heat and note also that the reaction of carbon dioxide with hydrogen can also produce methane, which has to be suppressed with a selective catalyst.
The other ingredient for synthetic fuel production is hydrogen, which is obtained by the electrolysis of water. This process takes place in an electrolyser and involves the use of electricity to break water down into hydrogen and oxygen.
The final step is to carry out a catalytic chemical process that takes the carbon dioxide that has been captured from the air and turned into carbon monoxide via the RWGS reaction, adds it to the hydrogen that has been obtained by electrolysis of water, and creates the required hydrocarbon (plus a number of other by-products, such as water).
This chemical process is called Fischer-Tropsch synthesis, in recognition of two German inventors, Franz Fischer and Hans Tropsch, who pioneered this process in the 1920s.
The underlying chemical formula for this process is:
where n is an integer. Different hydrocarbons can be created, by changing the value of n – for example, if n is 1 then methane is produced. Changing the catalyst, temperature and type of process will create different hydrocarbons. Almost any hydrocarbon can be manufactured, such as plastics, gasoline and lubricants.
The catalyst is based on what are called transition metals, which are typically nickel, iron, cobalt and ruthenium. Nickel is used for the formation of methane, whereas iron is used for the production of hydrocarbons that are created with a lower ratio of hydrogen to carbon monoxide. Ruthenium is usually prohibitively expensive for use as a catalyst in most applications.
Lowe reports that cobalt is commonly chosen as a catalyst for the production of gasoline but would not disclose its own choice of catalyst – this would appear to be part of the company’s ‘secret formula’.
The Fischer-Tropsch process is highly exothermic, creating a large amount of heat. As a result, the company mentions that the overall efficiency of the chemical energy that is created in the synthetic fuel is only around 40 to 45%.
The other issue is of course cost. At the moment the cost of the production of synthetic fuel is higher than that of fossil fuel. As an example, Lowe mentioned that their SAF (sustainable aviation fuel) is currently four times the price of regular jet fuel. This high price is largely down to the relatively low volume that sustainable fuel is currently made in. Lowe drew a parallel with the excessive costs of energy that was derived from the early wind farms, again due to the initial low number of such power sources. Lowe was confident that the costs of its fuel will drop when the volume of fuel produced is increased.
Aside from the carbon-neutral aspect with sustainable fuels, there is one other advantage with regards to emissions from combustion of such fuels in an IC engine. Obviously, the combustion of this fuel creates the primary products of water and carbon dioxide, but as there are no non-hydrocarbons present in the combustion, there are lower levels of particulates and nitrous oxide present in the emissions. Also, as there is no sulphur present, there have been favourable comments about the improvements in the smell of the fuel.
Summary
Sustainable fuels and lubricants will play a pivotal role in the decarbonising of our transportation in the coming years and decades. Rebecca Mann of Coryton observes that 1 tonne of carbon dioxide that is saved today is equivalent to having to save 30 tonnes in 2050. The long term benefits of reducing the carbon footprint of vehicles on the road today will be extremely powerful.
Bio-synthetic fuels and lubricants use biomass that has captured carbon dioxide from the atmosphere. Synthetic fuels and lubricants replicate the process of photosynthesis that was used to create fossil fuels – Paddy Lowe of Zero Petroleum notes that they can complete a task in 3 minutes that nature took six million years to do!
Motorsport will play a vital role in the transition to these sustainable fuels and lubricants. Jean-François Toulisse of TotalEnergies says, “In terms of motorsport activities, we can see that more and more championships are looking for sustainable fuels and lubricants for the near future of their series. This is clearly a beneficial solution to the environment, whilst also keeping the spirit of IC engines alive with the fans.
“EV powertrains won’t be the only solution for motorsport. We are not here to say which energy will be the best on track, but we will see all kind of solutions (biofuels, synthetic fuels and electricity) on the track in the years to come!”
Mann leaves us with a parting word on the future for IC engines that sustainable fuels and lubricants could be a significant part of. “It’s our belief that we need a range of solutions working together to help meet our net-zero target and that sustainable fuels could play a significant role in the mix.
“Across the world there are lots of great examples of sustainable fuels and lubricants working well in action, and there’s a great deal of development work underway. Much of what we’re working on we can’t disclose. But we’re constantly exploring new innovations and ideas to push the sector forward. We’re driven by our mission to create a better future.”
2. Savage, D. F., Way, J., Silver, P. A. (2008) “Defossiling Fuel: How Synthetic Biology Can Transform Biofuel Production” ACS Chemical Biology 3(1):12-16.
Acknowledgements
I’d like to thank Rebecca Mann of Coryton, Jean-François Toulisse of TotalEnergies, Mike Bassett of MAHLE Powertrain, Rick Lee of Evolve Lubricants, Benjamin Cuyt of P1 Fuels, Paddy Lowe of Zero Petroleum, and Yann Labia of Haltermann Carless for their help with researching this article.
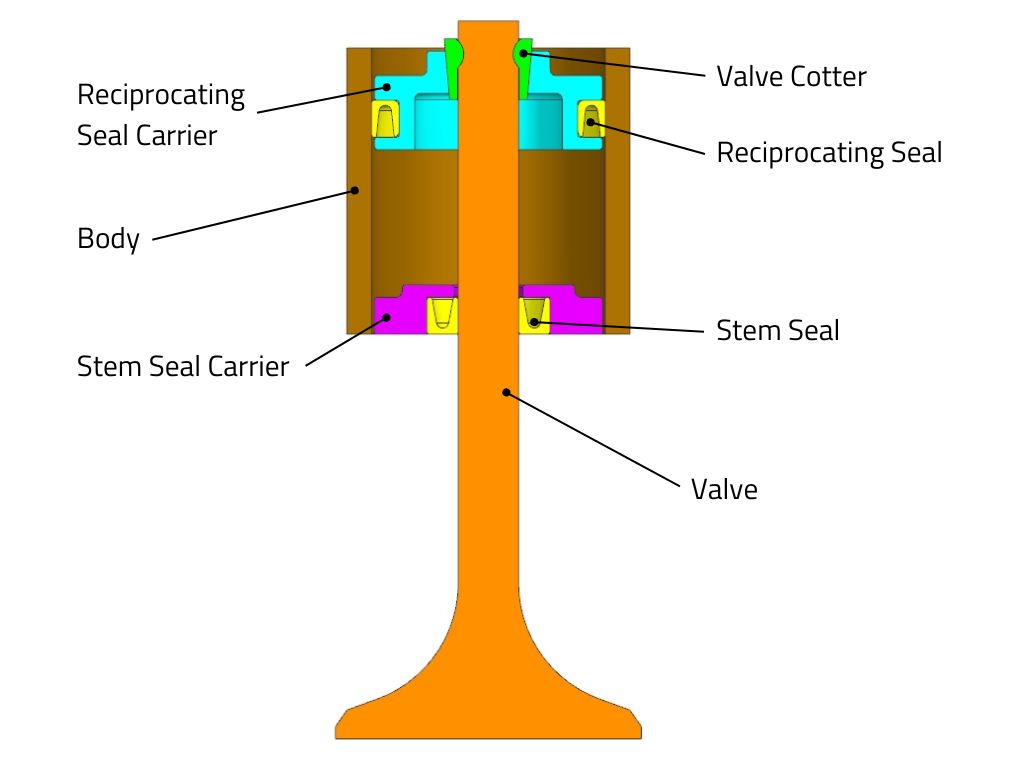
The geometry of the head of an inlet or exhaust valve is all about engineering compromises. One compromise is that the head has to be as light as as possible and yet also be as strong as possible. Another compromise is that the head has to seal off the combustion chamber when closed and yet also provide minimal restriction to gas flow when open. And all of this has to be achieved while the valve is subject to extremely high operating temperatures and loads.
Most valve designs begin life with just the basic dimensions of valve head diameter, stem diameter and stem length. The valve head diameter is usually a function of the cylinder bore size, and is maximised as much as possible for two reasons: increased gas flow plus a larger seating area for the valve head (hence a lower seating pressure).
Valve Head Design Terms
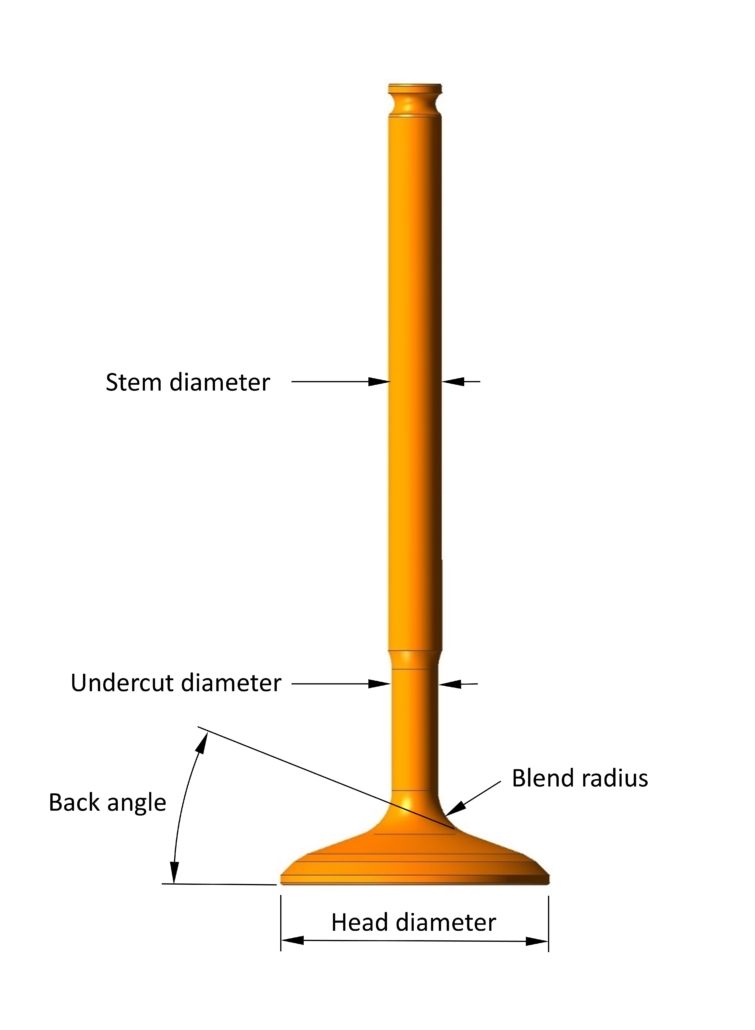
Once the basic geometry of the valve has been decided, the designer must then focus on the more detailed area of the stem radius and the profile of the back of the valve head, both of which are of utmost importance to maximise the strength of the valve and minimise the blockage in the gas flow.
As shown above, working down the stem towards the valve head, there is usually an undercut diameter so that the stem grinding wheel doesn’t foul on the back of the valve head. The surface finish and cylindricity of the stem is vital to ensure that the stem seal functions correctly, so the stem needs to be ground and sometimes polished.
A continuous blend radius then joins the undercut diameter (if present) or the stem diameter to the conical straight section of the back profile. The back angle is defined as the angle between this straight profile and the face of the valve head. Some valves have a large convex radius instead of a straight back angle.
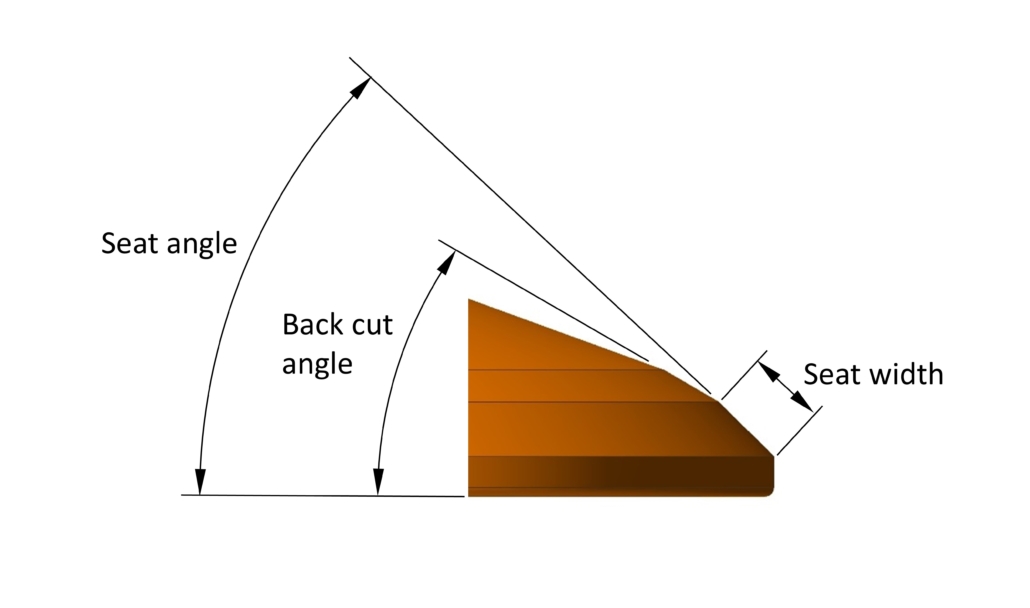
We then come to the seat angle, the conical face that contacts the valve seat in the cylinder head, which is usually in the region of 45° to the face of the valve. The width (and therefore area) of the seat face is kept as small as possible to maximise gas flow, but large enough to withstand the compressive stresses that the landing valve will impose. It is sometimes preceded by a small straight segment called the back cut angle, commonly at 30° to the face of the valve, which helps to lessen the transition between the back angle and the seat angle.
Finally we come to the small radius between the outer diameter of the valve head to the valve face, which is often overlooked but can play a pivotal role in the flow of gases around the valve head.
So, the design of the valve head is far from simple. Undercut diameter, blend radius and back angle must all be carefully chosen, and all three parameters are a compromise between strength and gas flow. In general, stresses are reduced with larger stem diameters and blend radii, to the detriment of gas flow. A steeper back angle normally results in better flow but increases the mass of the head significantly, increasing stresses higher up.
Turbulence
Given that the head of the valve will always be obstructing the gas flow, valve designers have been busy over the years with finding ways to minimise the blockage from the valve head, and in the case of the inlet valve even exploit the presence of the profiled back of the valve head, ultimately to improve combustion.
Combustion efficiency depends on what are colloquially called the three Ts – time, temperature and turbulence. For reasons that are beyond the scope of this article, the amount of turbulence in the combustion chamber has proved to be critical to increasing flame velocities to achieve a good propagation of the flame front.
With a flow rate of more than 75 m/s past the inlet valve in some race engines, all inlet valves will generate an element of turbulence. The type of turbulence depends on the number of valves per cylinder, creating either a swirl type of turbulence or a tumbling type. In truth, both swirl and tumble turbulences are sought, although some engine designs favour one over the other.
Intuitively, it would make sense for the transition between the various segments of the profile to be as smooth as possible. In reality though, many inlet valve designs incorporate sharp edges to break up the gas flow and promote turbulence.
Sharp Edge Step
Going one step further, some the heads of some inlet valves also include a raised (but very shallow) circular step or lip with a sharp edge to disrupt the gas flow, just ahead of the seat face.
The lip doesn’t need to be very high at all to ‘trip’ the gas flow as it enters the combustion chamber. The turbulence created has been found to assist the flow of the gas around the corner of the valve head and across the face of the valve.
Shallowing the back angle of the valve head results in a lower mass, and this is taken to the extreme when the valve head begins to resemble a disc. In such cases the lip has been reported to be of benefit because it can create a circulating turbulent area ahead of the lip in the blend radius, lessening the effect of the shallow back angle.
Whatever the reasons for its presence, the lip needs to have an extremely sharp corner, and perhaps one reason why this feature isn’t seen in roadcars is because carbon build-up over time will fill the corner of the lip, diminishing the influence of the edge. Also, the lip is often angled towards the blend radius, making mass-production machining extremely difficult.
Swirl Polishing
A number of valve manufacturers finish the blend radius between the valve head and stem with a detailed polishing operation, commonly known as swirl polishing. As the name suggests, this creates a polished surface with very fine marks spiralling outwards. Traditionally this has been done by hand but now manufacturers are starting to use CNC machines to replicate the swirl polishing, resulting in a more consistent process.
The polishing removes any excess forging material or machining marks, both of which will act as stress raisers that can drastically weaken the valve. Another reason put forward for swirl polishing is that the spiralling marks will create a vortex effect in the gas flow, leading to turbulence. Although the gains in gas flow might be small, the effect of removing raised material from the blend radius can only assist with better gas flow.
Undercut
Another method for improving gas flow past the valve is to reduce the diameter of the stem just above the blend radius (like on our DFV inlet valve pictured below). As mentioned, it is common to have an undercut diameter here anyway so that the stem diameter can be ground.
A reduced undercut diameter will make it easier for air to flow down the port onto the back of the valve (in the case of the inlet valve) and to flow off of the back of the valve and up the port (in the case of the exhaust valve). Combining an undercut diameter with swirl polishing to an existing valve is reported to give an instant improvement in airflow tests.
Hollow Valves
Hollow valves offer two significant advantages – mass reduction and heat dissipation. Some valves have a cylindrical bore in just the stem, whereas others have the hollow cavity extend into the head – usually, the latter is only possible to create by forging.
If the mass of the valve can be reduced then there is a corresponding reduction in the reciprocating forces needed to move and stop the valve. The forces to move the valve are provided by the cam lobe pushing the valve down and by the valve spring pulling the valve back up. The valve seats have to provide a reactionary force to stop the valve moving upwards.
So, if we can reduce the valve mass, this can potentially lower the cam lobe pressure, lessen the spring forces (and hence, in the case of wire springs, minimise the stress in the coils) and decrease the valve seat pressures. Lower pressure at the cam lobe means less friction too, thereby aiding the reduction of wear in the lobe and follower surfaces. Or, as most race engine designers would prefer, the opportunity to run at faster speeds and with more aggressive cam profiles for improved performance.
The second advantage of hollow valves is that the internal cavity can be partially filled with a cooling agent, such as sodium or sodium potassium. The benefit of increased valve cooling has become more prevalent with the move to small-displacement turbocharged engines. Even worse for valve temperatures, turbo boost levels have risen, resulting in more heat being transferred to the valves.
Exhaust valves in particular have suffered with ever-increasing temperatures, but the switch to coolants inside hollow valves reduces the operating temperatures and opens up the possibilities of running hotter exhaust gases or using materials that might otherwise have failed at high temperatures, such as titanium.
Exhaust valves will transfer heat to the cylinder head through seat contact, but sometimes the materials chosen for valves and seats end up having low thermal conductivity, which is another reason for implementing cooled hollow valves. The coolant in a hollow valve can move heat up the stem of the valve and reduce the amount of heat transferred across to the seat.
Hollow valves are normally only partially filled with molten coolant, allowing the coolant to slosh up and down the valve as the valve reciprocates. Somewhat fortuitously, the coolant is at the bottom of the valve when the valve is pushed open and the valve head is hottest, and it then moves to the top of the stem when the valve is stopped suddenly by the seat and closes, transferring heat to the surrounding valve guide.
Sodium is very good material to use as it solid at room temperature and so can be squeezed into the open hole in the valve. Once the valve temperature approaches 100 °C the sodium will melt and move inside the valve in the manner described above. It has the added benefit over alternative coolants because it has a relatively high boiling point, of 883 °C, which makes it suitable for most exhaust valve applications.
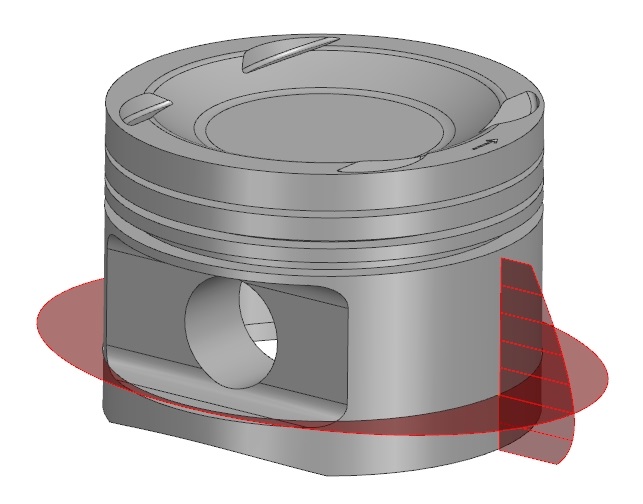
Rod length is defined as the distance between the small end and big end bore centres. Combined with the stroke, which is the distance that the piston travels, the rod length is an important parameter in the kinematics of the cranktrain. The rod length and stroke for an engine are sometimes expressed as the ‘rod ratio’, which is the rod length divided by the stroke.
It seems counterintuitive to increase the rod length. After all, this means that the deck height increases and the engine gets taller. But if the engine has already been designed, then one common aftermarket trick to get more power is to try and increase the rod length.
Here are four reasons why a longer rod length can help improve performance.
1. Longer Dwell
An increase in rod length allows the piston to spend more time near TDC (top dead centre). The change in geometry means that the compression can be held for around half a degree longer. It might not sound much, but that small increase in time can improve combustion efficiency and eek out a bit more power from the combustion process. This effect is normally more pronounced above the mid-range RPM.
2. Reduced Skirt Load
Increasing the rod length will reduce what is called “rod angularity”, which is the angle of the rod to the cylinder axis. This reduces the side load on the piston skirt, which helps in a number of ways. For a start, there will be less frictional losses between the skirt and the cylinder wall, which means that there will be more power transmitted to the crankshaft.
Another beneficial by-product that comes from reduced skirt load is an improvement in NVH (noise, vibration and harmonics). The YB piston already has an offset pin bore to help stop it sounding like a diesel tractor engine on a cold day, and long rods do a similar thing.
3. Reduced Secondary Forces
The secondary forces that are created by the reciprocating mass (which is a proportion of the rod mass plus the piston mass) are inversely proportional to the rod ratio. If the stroke is fixed and the rod length is increased then the rod ratio goes up and the secondary forces come down.
These secondary forces act at twice engine speed and as such can’t be balanced out by the crankshaft counterweights. Reducing the secondary forces by increasing the rod length helps to improve the balancing of the bottom end forces, which will reduce vibration.
4. Reduced Piston Mass
For a given deck height, increasing the rod length means that the pin bore needs to be pushed higher up in the piston. This can often lead to a lighter piston – in the case of our YB pistons, the mass reduces by 38g.
Of course, the rod mass will increase so there might not be an overall weight saving, but reducing the piston mass has a knock-on reduction in the inertia forces that the piston imparts on the gudgeon pin when the piston reaches TDC.
This means that there is less load, and hence less stress, in the pin bore, which can help to increase the durability of the piston.
The Long & The Short of It
Of course, the proof is in the pudding. Does running a longer rod actually give more performance? Well, one of our customers kindly tested the YB engine in both standard rod length and long rod length forms, and gave us this feedback. “We saw around between 5% and 10% increase in torque between the midrange and the top end of the power curve”, says the customer.
Running a longer rod length not only offers the potential of extra torque, but also can improve reliability and reduce NVH.
If you’d like to know more about the benefits of switching to a longer con rod then please get in touch.
https://modatek.co.uk/wp-content/uploads/2024/10/Con-Rod-Length-edited.jpg5761024Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2024-10-14 14:41:352025-06-03 15:09:34CON ROD LENGTH TECH
At the heart of an engine’s lubrication system is the oil pump, which has to continuously move oil around the complex maze of passageways inside the engine. A correctly working oil pump is vital for engine health – just one instantaneous drop in oil pressure could be catastrophic for the lubrication of bearings. But how do oil pumps work, and what are the different types of pumps that can be used on race engines?
The pump moves the lubrication fluid by trapping the fluid between moving elements. Irrespective of the type of pumping elements used, these pumps are commonly referred to as positive-displacement pumps. In a positive-displacement pump, the internal elements move to create an open void that expands and fills with the fluid. The elements then move, taking the fluid with them, after which the elements compress the volume of fluid, forcing it out of the pump.
Positive-displacement pumps can be broken down into two groups: rotating and reciprocating. The vast majority of oil pumps we find on race engines tend to be of the rotating variety, as the rotating action of the elements gives a relatively smooth flow of oil and can be designed to be compact and light. Rotary drive can be provided directly from the crankshaft via a gear, belt or chain, making them easy to package into either a new clean-sheet engine design or onto an existing engine’s architecture.
Internal Gear Pumps
The anatomy of an internal gear pump is relatively simple – an inner gear with external teeth runs inside an outer gear with internal teeth. The outer gear is housed in a cylindrical body with inlet and outlet ports on the end. The inner gear will typically have one tooth fewer than the outer gear, and the two gears run on fixed eccentric axis. When the two gears rotate, the volume created between the meshing teeth will expand and contract to pump the fluid.
Internal gear pumps include a crescent shape in the void under the inner gear. This crescent will divide the two rotors and act as a seal between the high- and low-pressure areas.
Gerotor Pumps
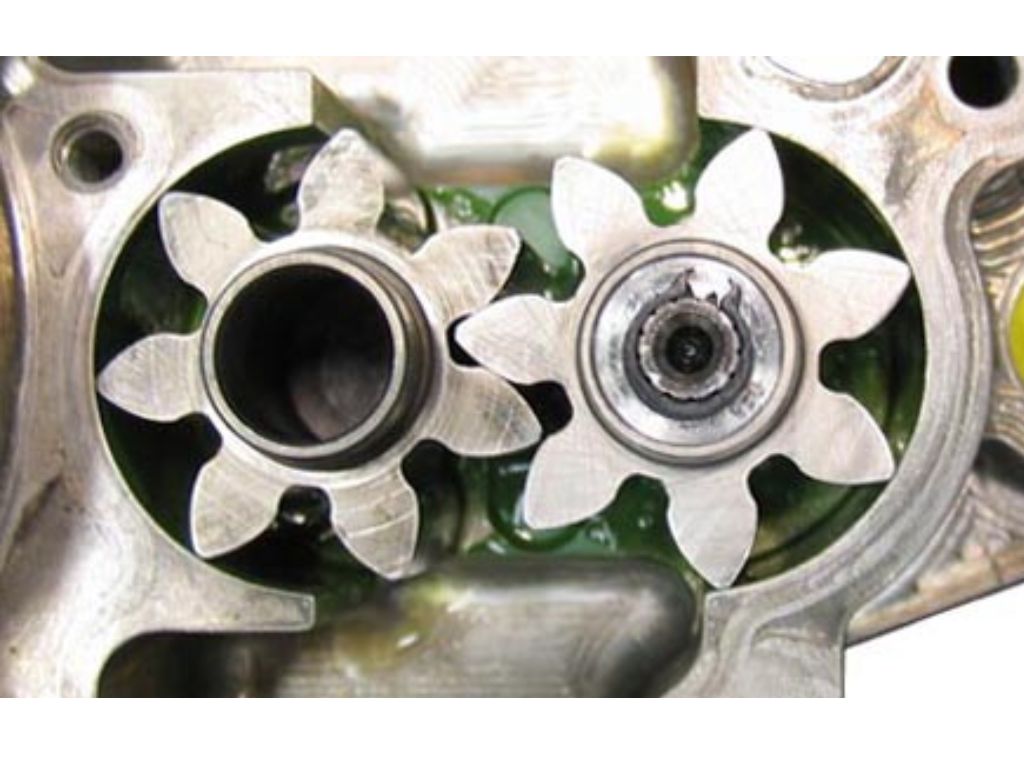
A sub-set of internal gear pumps is the gerotor pump, short for generated rotor. The gerotor design does away with the crescent, creating a compact and simple solution, like our Cosworth YB oil pump.
With only two moving parts, gerotor pumps are a simple and versatile product, and it’s easy to see why they have been so popular over the years in road as well as race engines. Gerotor pumps are especially common as oil pressure pumps, as they can have a lower fluctuation in output pressure when compared with an external gear pump.
Another plus point for the gerotor design is that the housing needs only one cylindrical bore machining in it to accommodate the outer gear, unlike an external gear or lobe pump which needs two rotor bores. And the packaging of one gear inside another means the overall size of a gerotor pump can be quite small compared with other pump options.
One other advantage that the gerotor pump has over other types is thanks to the design of the rotor teeth. These can have extremely tight clearances, which leads to less leakage between the teeth and hence better efficiency.
Note though that the tight clearances can also be detrimental, as the rotors are more prone to damage from debris. That makes gerotor pumps less attractive for scavenge pumps, where debris in the oil scavenged from crankcase is more prevalent.
Surface wear on the teeth of gerotor pumps can also be less than that seen on those of external gear pumps. That is because the relative velocity between the inner and outer gears is quite low. Take for example a gerotor pump with five teeth in the outer rotor and four in the inner rotor. At a pump speed of 2,000 rpm the relative rotational speed between the inner and outer rotors will be only 400 rpm.
Trochoid Gear Profiles
The devil is of course in the detail, and in the design of the gear profiles this maxim is especially true. Most gear profiles in internal gear pumps are from the family of trochoid curves, which is the path created by a fixed point on a circle rolling along a straight line.
A dissection of the mathematical formulae used to generate a member of the trochoid curve group is beyond the scope of this blog, but we can touch on the definition of some of the types of trochoid curves and look at a few of the different gear profiles used by manufacturers for their ranges of gerotor pumps.
The term ‘trochoid’ actually covers a number of different subsets of curves, including epitrochoids and hypotrochoids. An epitrochoid curve is formed by the movement of a fixed point on one circle rolling around the outside of another circle. By contrast, a hypotrochoid curve is created by rolling one circle around the inside of another.
If you’ve ever played with a Spirograph toy then you will remember the motion of a pen pushed through a hole in the small cog as it rotates inside or outside a larger toothed disc. These curves are actually epitrochoids and hypotrochoids.
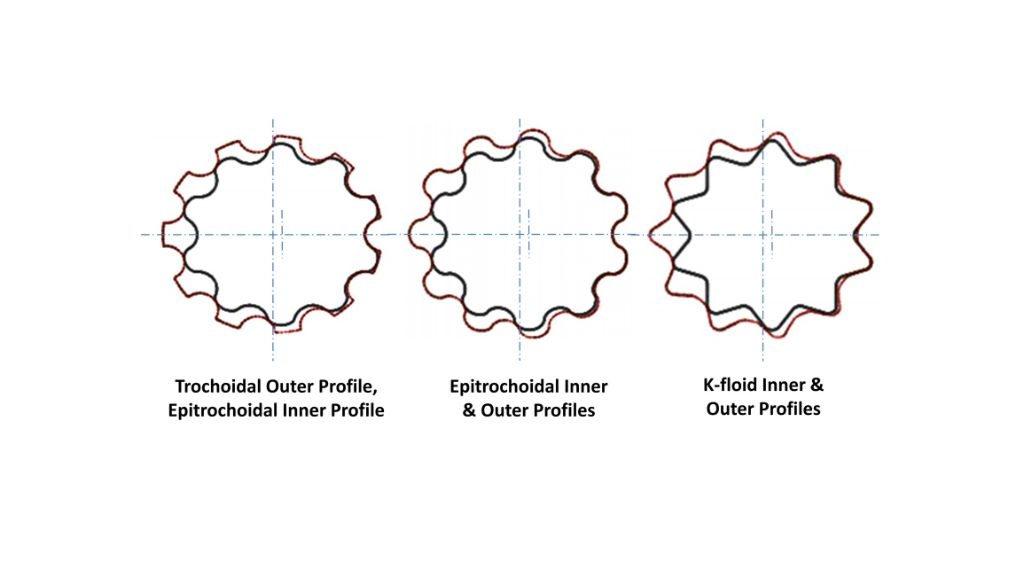
In a standard trochoid profile gear set, the inner gear is epitrochoidal but the outer gear isn’t and hence the profiles of the inner and outer gear teeth don’t mesh perfectly. As a result, standard trochoid profile gear sets can tend to have lower sealing properties (some of the oil from the high-pressure side will escape back to the low-pressure side) when compared with other gear profiles, giving rise to a lower volumetric efficiency.
A true epitrochoidal gear set has epitrochoidal profiles on both the inner and outer gears, and the profiles will fit perfectly inside one another when they mesh. This variant will provide a good compromise between volumetric efficiency and resistance to wear. Conversely, this style of profile can be the most prone to damage from debris, as there are no gaps for the foreign material to reside in when it passes through the teeth.
Hypertrochoid curves aren’t normally used to construct the gear profiles on automotive internal gear pumps. That is mainly because such profiles can create abrupt intersections between the lobes, which can lead to premature wear. The sharp faces of the inner gear can quickly damage the lobes of the outer once they are subject to the high speeds seen in a race engine oil pump.
One other profile used in gerotor pumps is termed the K-floid, which is essentially a hypotrochoid curve and an epitrochoid curve stitched together. K-floid gear profiles are reputed to offer good resistance to debris, but they can end up with low volumetric efficiency and are more vulnerable to wear when compared with other profiles.
The most prevalent gear profiles on the market are generated from trochoid curves with epitrochoidal inner gears or matched epitrochoidal inner and outer gears.
Some gerotor pumps also feature an asymmetric tooth profile on the outer gear. This can make then more efficient, but the downside is that the root radius tends to be smaller, leading to large stress concentrations, making them less suitable for high-performance applications.
Tooth Factors
Aside from the tooth profile, there are other changes in geometry that can be altered to increase or decrease flow. The amount of eccentricity will have a knock-on effect on the tooth length, and can weaken the gear. If the eccentricity is changed then the lobe radius of the outer diameter must also be changed to reduce the stress in the lobe.
The number of teeth chosen will have a major impact on pump performance. Fewer teeth mean that the overall diameter of the pump can be smaller, which in turn makes it easier to package in the engine. Fewer teeth also result in a reduction in power loss for a given flow rate, but the downside is that they have to run at a higher rotational speed, which can increase wear.
On the other hand, more teeth will give fewer pressure fluctuations and hence a smoother overall oil pressure. The fluctuation is sometimes referred to as pressure or flow ripple, and is an unwanted side-effect of any positive-displacement pump. The effect of pressure ripple is mechanical vibration in the oil circuit in the engine, which can damage components such as oil hoses, seals, and bearings, so any measures that can minimise pressure ripple are likely to be of great benefit.
External Gear Pumps
External gear pumps consist of two gears laid side by side, with one gear driving the other. The movement of the oil by an external gear pump is similar to that for an internal gear pump, and like the internal gear pump it is the teeth on one gear that drives the teeth on the other.
When the gear teeth come out of mesh they create an expanding volume that is filled by the oil fed from an inlet port. This oil is trapped in the gap between the teeth and the inner diameter of the housing, and as the gear rotates then so too does the oil. The gear teeth then come back into mesh, collapsing the volume of oil and forcing it into the outlet port and out of the pump. Most race engine oil pumps contain spur gears with parallel teeth, but in other applications the gears can be angled in a chevron pattern.
The tooth profile for an external gear pump is different from that used for an internal gear pump. Most external gear pumps contain gears with involute tooth profiles. An involute curve is the spiralling path created by unwinding an imaginary taut string from a stationary circle. The curve is prescribed by a number of inputs, including module, pressure angle, addendum modification coefficient and base circle diameter. All these variables can be adjusted to give the final tooth shape.
External gear pumps will typically have supporting journal shafts at either end of the rotors (as do internal gear and external lobe pumps for that matter), and the shafts run inside bearings or bores in the pump housings and cover. Because the shafts are normally immersed in oil, it is possible to avoid the need for bearings, and in some pump designs they can run directly in the bore so long as the size, cylindricity and positional tolerances of the bores are carefully controlled during manufacture.
However, wear in the journal bore can still sometimes be an issue. As a result, some pumps will have bronze bushes in the housing and cover plate. Further, some pump designs have small drillings to help feed oil from the high-pressure outlet port to the centre of the journal bore for lubrication purposes. That might have a small effect on pump efficiency but it can prolong the pump’s life, as wear in the journal bores can cause the rotating gears to start to lose alignment after an extended period of running.
External Lobe Pumps
A popular solution for scavenge pumps is the external lobe pump, which operates in a similar manner to the external gear pump. The external lobe pump consists of two identical rotors rotating in opposite directions, with lobes that do not contact one another.
They are timed and driven by a pair of gears that are mounted on the same shafts as the lobes, which can be a disadvantage as extra room is needed to house the timing gears. As the lobes come out of mesh they create an expanding volume in the inlet port.
The movement of oil in an external lobe pump follows the same principle as in an external gear pump. The lobes rotate to create an expanding cavity that is filled with oil. The oil rotates around in the lobes until the lobes mesh again, forcing the oil into the outlet port and out of the pump.
External lobe pumps are sometimes referred to as a Roots pump, named after the American inventors and brothers Philander and Francis Marion Roots, who established the Roots Blower company in the 19th century. The lobe concept used in a Roots-type air induction blower is similar to that used by external lobe oil pumps.
External lobe pumps make an excellent choice for scavenging oil out of the engine because they are capable of pumping much larger volumes than could be attained with an external gear pump. This extra pumping capacity means they will also remove the crankcase gases, which creates a beneficial depression in pressure within the crankcase. In addition, because the lobes don’t contact one another, they don’t suffer from wear damage when pumping just air.
Early rotor lobe profiles were generated from a series of radii, but now more complex curves can be constructed to optimise the amount of volume displaced by the meshing lobes. The profiles of the lobes tend to be a mixture of epitrochoid and hypotrochoid curves used in internal gear pumps.
The number of lobes is another source for development. Traditionally, scavenge pumps would have twin lobe rotors, but there has been a trend to increase the number of lobes to three or more per rotor. While two-lobe rotors will have lower frictional losses than multiple-lobe rotors, having more lobes can help the rotor withstand the ingestion of debris.
As already discussed, the disadvantage with any positive-displacement pump is that the teeth come in and out of mesh, resulting in a variation in output pressure. On a lobe pump, one way to alleviate that is by using helical lobes that are twisted rather than straight. Although such helical gears can promote axial forces on the rotor, they have been proven to give a smoother flow of oil at steady speed.
Lobe pumps can be very efficient as they can offer a much larger ratio of displaced volume per unit volume than their geared counterparts (in effect, the volume between the lobes is larger than the volume between the gear teeth). However, there is a chance of more leakage in a lobe pump as the route back between the rotors is less convoluted than that in an internal gear pump.
This is particularly true with a twin-lobed rotor, so the clearance from the tip of one lobe to the base circle of the other needs to be as small as possible. That can only be achieved with precision machining of the rotor profiles and extremely accurate positioning of the rotor bore and journal bores in the housing and cover.
Pump Efficiency
There are a couple of useful parameters to describe how the efficiency of an oil pump: volumetric efficiency and overall efficiency, which are both expressed as a percentage. Both have to be obtained from empirical tests that are normally carried out on a test rig. Typical values of volumetric efficiency and overall efficiency vary markedly depending on the type of pump, and will also change with speed and pressure.
Volumetric efficiency is defined as the ratio of the actual volumetric amount of fluid moved by the pump compared with theoretical volume of fluid that should be moved. The actual volumetric flow rate has to be measured with a flow meter, and it is important to include the flow through the pressure relief valve if one is present.
Complex equations and CFD (computational fluid dynamic) simulations can be derived to determine the theoretical flow rate, but there is a simpler approach that will give a good approximation. First, measure the volume of the gear tooth space; normally this can be determined from a CAD model. The theoretical volumetric flow rate is then the product of the tooth space volume, the number of teeth and the rotational speed of the gear.
The overall efficiency is the ratio of the hydraulic power created by the pump relative to the (input) power required to drive the pump. The input power has to be measured, normally by fitting a torque sensor to the pump drive, and the input power is then the product of the measured torque and the rotational speed of the pump drive. The hydraulic power is then the product of the measured flow rate and the pressure rise delivered by the pump.
The goal for most race engine oil pump designers is to minimise any losses in the amount of hydraulic power generated by the pump. Some of these are attributed to the journal shafts running in the housing, cover and seals.
Further, in a gerotor pump, most of the mechanical losses come from viscous drag on the outer diameter of the outer gear and its end faces, hence such pumps will sometimes incorporate low-friction coatings in the bore and faces of the housing and cover. In a gerotor pump, reducing the outer diameter of the outer gear can be very beneficial to reducing viscous drag.
The clearances between the inner and outer rotors and the housing will also have a large effect on both volumetric and overall efficiency, so the lengths and diameters of the rotors and housing bore have to be tightly controlled. For example, most gerotors for oil pressure pumps will have clearances of around 0.1 mm radially between the outer rotor and the housing, 0.05 mm axially between the rotors and the housing, and tip clearances of around 0.08 mm.
These clearances are compounded by tolerance stack-up of multiple parts. For example, to achieve the axial clearance of 0.05 mm the tolerance on the length of rotors and the depth of the housing bore have to be around 0.025 mm per part. Minimal clearance will mean less loss due to leakage of the oil across the end faces from the pressure side to the suction side, but too little clearance can cause binding of the rotor. It is also possible to have debris trapped between these end faces if there is insufficient clearance.
Pressure Control
Undesirable thrust loads on the rotor end faces can arise if there are excessive fluid pressures inside the pump, resulting in sometimes catastrophic seizure of rotors. Most pump manufacturers have their own design methods to avoid this build-up of back-pressure, with small ports and galleries helping to drain the oil from the faces.
Some oil pump designs include small, shallow pockets in the end faces of the housing near to where the gears mesh. These are intended to relieve the lateral forces created between meshing gears, and which would otherwise cause the rotor and journals to start to bind and seize in their housing bores.
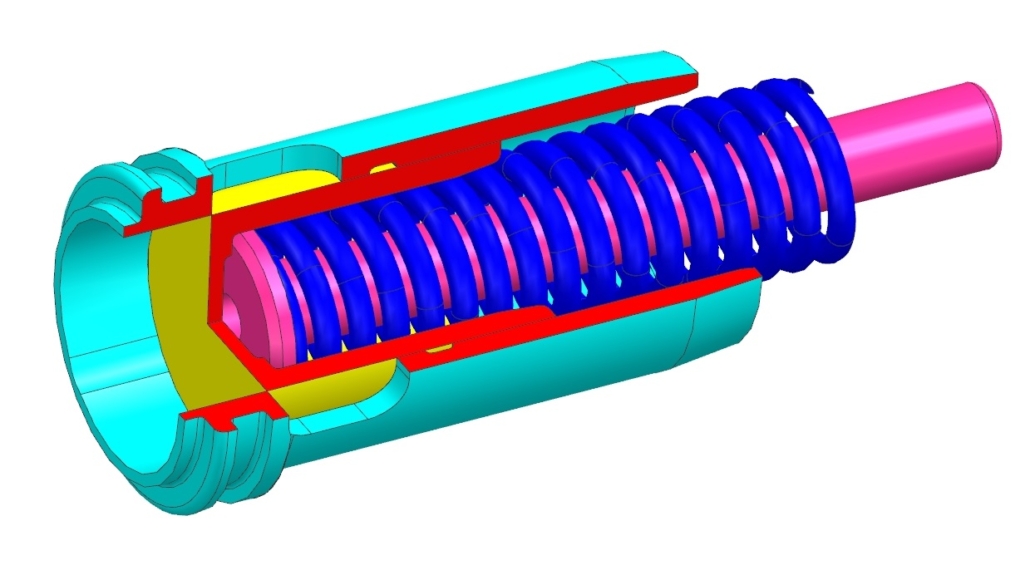
Also, most oil pressure pumps will incorporate a pressure relief or regulation valve to prevent over-pressurisation (you can read our technical blog on pressure relief valves here). As the output pressure is proportional to the pump speed, the valves are designed to operate at a pre-selected engine speed.
Most pressure relief valves consist of a spring-loaded piston. The spring rate and length are chosen so that the piston moves when the oil pressure reaches a desired value, and the piston will then slide to open a gallery to divert oil away from the high-pressure outlet, thereby capping the rise in pressure.
When designing pressure relief valves, consideration has to be given to where the by-passed oil will return to. Some designs will return the oil back to the pump inlet, whereas others will recirculate the oil back into the engine. Feeding oil back into the inlet can increase the oil temperature inside the pump and can also aerate the oil, which are both undesirable side effects.
Material Selection
As with any critical engine component in a race engine, the choice of material for the individual components in an oil pump needs careful consideration. While they may not be subject to the loads and stresses seen in other engine parts, oil pump housings still have to be able to withstand the stresses and deflections induced by the rotating internal components. And although a cracked oil pump housing or cover might not be catastrophic to start with, the consequences are still serious, as a gradual leakage of oil or reduction in oil pressure can eventually lead to engine failure.
Oil pump housings and covers are therefore normally made from a very high-grade aluminium alloy, with careful design to ensure that the rotor and journal bores remain as rigid as possible under all operating conditions. Aluminium is also an excellent material to machine, which can make it easier to achieve the very tight machining tolerances required. Some pump housings and covers are also anodised for protection against the harsh environments they find themselves in.
The rotors for both an internal and an external gear pump will be subject to very high contract stresses when the gear teeth mesh. Consequently, quite often they are made from high-grade steels, similar to gears from other drive systems in the engine.
There is however a fundamental problem when running steel rotors in an aluminium housing, and that is the different thermal expansion rates of the two materials. Aluminium has a thermal expansion coefficient that is more than twice that of steel, meaning that as the oil pump temperature increases, the housing will grow more than the rotors, which will lead to increased clearances, increased leakage and consequently a reduction in efficiency.
Some pumps will feature bronze or brass as the rotor material, as these materials are closer to aluminium in thermal expansion rates. Conversely, some pumps with steel rotors will have cast iron housings that have similar thermal expansion coefficients.
The rotors in an external lobe pump can enjoy a slightly easier life then their geared counterparts because the lobes don’t come into contact with one another, so there is no contact loading to worry about. This means that wear isn’t an issue on the lobes, and the materials used can be as light as possible, for example aluminium alloy or even carbon fibre. However, caution has to be applied to the wear properties of the lobes as they will have to cope with any debris sucked in from the crankcase, hence the need for good filtration on the scavenge pump inlet.
Coatings are another option that manufacturers can turn to, either to combat wear between the meshing gear teeth or to reduce friction between running surfaces, particularly between the end faces of the rotors and the flat faces of the housing and cover. PVD-applied coatings such as DLC can help to reduce wear, and PTFE-type coatings have been used over the years to reduce friction.
Plain journal crank bearings rely on fluid-film lubrication to keep the bearing surfaces apart. Without a steady supply of lubricant, the bearing will prematurely wear and this could lead to seizure of the bearing surfaces and engine failure.
With fluid-film lubrication, the load-carrying ability of the bearing is made possible by the rotational movement of the journal inside the bearing, which generates a wedge of oil to create extremely high pressures. As oil is almost incompressible, it can keep the journal and bearing separated and support the very high loads we have already discussed.
Tribologists will often refer to three different modes or regimes of lubrication – boundary, mixed and hydrodynamic. The mode is dependent on the speed of the journal, the viscosity of the oil and the magnitude of the applied load.
Most of the time, the bearing will be operating with hydrodynamic lubrication, whereby the relative motion of the two surfaces is enough to create the thin, wedge-shaped oil film just mentioned that will support the loads being transmitted and keep the journal and bearing surfaces completely separate.
In boundary lubrication, conversely, the two sliding surfaces are in contact with one another. This can occur at low engine speed, such as during engine start-up or shut-down, and in the worst case at normal operating speed when the applied load is too high for the oil film to withstand, or when the viscosity of the oil is too low.
Generally, boundary lubrication needs to be reduced as much as possible, otherwise the contact between the two surfaces will lead to abrasion and wear. Engine designers are renowned for wanting to maximise engine speed, and hence the bearings are subjected to higher and higher inertia loads, so it falls to the only other variable, viscosity, to reduce the chances of boundary lubrication.
If the viscosity is too low then boundary lubrication can occur; if it is too high then there will be an increase in the molecular friction within the oil, which in turn will increase the temperature of the oil, reducing its efficiency.
The mode between the boundary and hydrodynamic lubrication regimes is termed mixed lubrication. As mentioned, when the relative sliding speed of the two surfaces increases, a wedge of oil begins to form. This wedge starts to separate the asperities of the two surfaces and the oil film’s thickness starts to increase, drastically reducing the coefficient of friction. When there is still some contact between the asperities, this is referred to as mixed lubrication.
Stribeck Plot
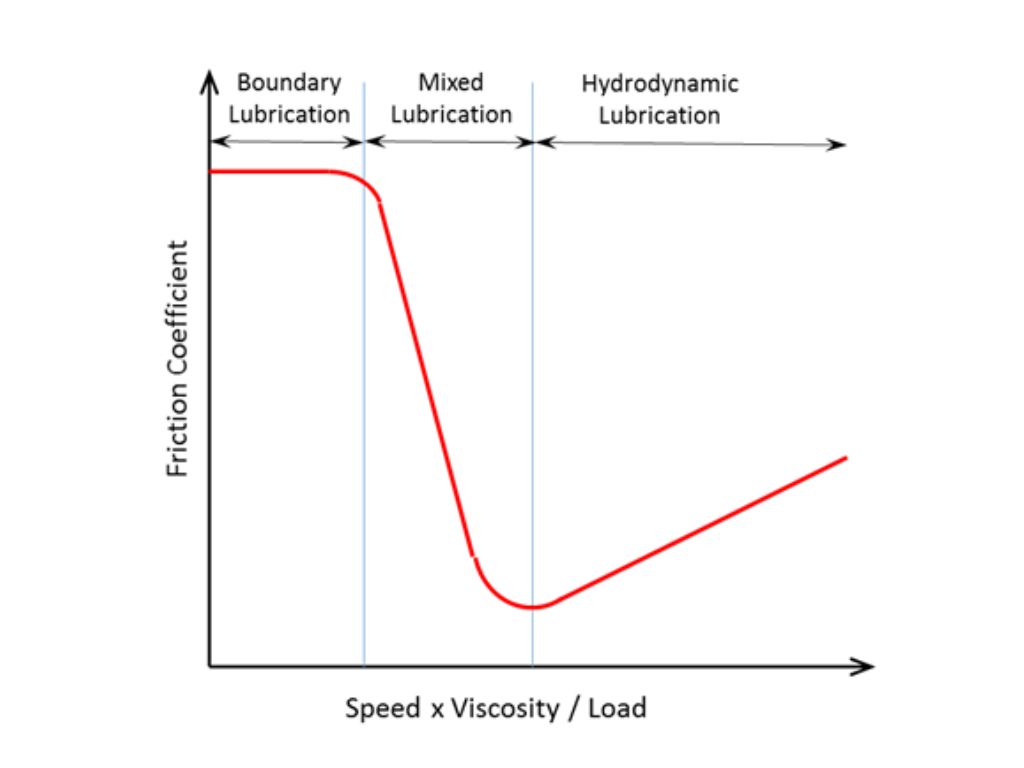
The three modes of lubrication can be visualised with the help of a Stribeck curve (shown below), which shows how the lubrication regime is influenced by the speed, viscosity and load.
This theory is one of the fundamental concepts in the field of tribology, and was developed by German engineer Richard Stribeck for the railway industry at the turn of the 20th century. It is also attributed to other engineers and scientists, most notably American engineer Mayo Hersey, who performed similar research at the same time as Stribeck.
Simply put, a Stribeck curve plots a non-dimensional lubrication parameter along the x axis and the friction coefficient (on a logarithmic scale) along the y axis. The non-dimensional lubrication parameter is the product of the surface speed and absolute viscosity divided by the unit load, and is often variously referred to as the Hersey number, the bearing operating condition or the bearing parameter. Whatever the terminology though, this parameter increases with speed and viscosity, and is inversely proportional to load.
The curve shows that there is a marked change in friction coefficient between the three modes, as seen by moving along the x axis when one increases speed and/or viscosity and/or reduces load. Friction is highest in the boundary lubrication zone, and falls rapidly throughout the mixed lubrication zone, reaching its lowest point at the onset of the hydrodynamic lubrication mode, and thereafter gradually rises again. The optimum point for speed, viscosity and load is thus at the beginning of the hydrodynamic lubrication regime, where friction is at its lowest.
Elastohydrodynamic Lubrication
There is another regime of lubrication that is considered by bearing manufacturers, and that is elastohydrodynamic lubrication, commonly abbreviated to EHL.
This is a sub-topic of hydrodynamic lubrication. With EHL, a wedge of oil supports the load and keeps the two surfaces apart, but EHL theory also takes into account the microscopic distortion of the two surfaces. EHL is more prevalent where high contact stresses are involved, such as between a cam lobe and follower, but it is now also being considered by crankshaft journal bearing manufacturers.
The computation of EHL becomes such that very specialised software is required to conduct this type of analysis, which involves the Reynolds equation for the oil film (a partial differential equation that defines the pressure distribution of thin viscous fluid films) along with classical elastic deformation equations similar to the ones developed by Hertz.
Most bearing manufacturers will now use FEA to conduct their EHL analysis. The con rod assembly, bearings and crankpin are all modelled as a structural mesh of elements, containing the mechanical properties of each component. This allows the bearing manufacturers to see how the components will distort so that they can correctly predict lubricant behaviour and assess pressure distributions across the running surfaces of the bearings. It is important to note that as with all types of computerised analysis, validation of the theoretical results needs to be sought with rig and engine testing.
Wear
Most journal bearing failures stem from metal-to-metal contact. Usually such wear will be termed ‘wiping’, with large dark brown streaks that smear around the surface indicating excessive oil and metal temperatures. In the worst cases, the overlay (if present) and substrate will start to melt.
This type of wear can be caused by the mode of lubrication falling into either the boundary or mixed regimes. Remember that the lubrication mode is influenced by surface speed, viscosity and load, so a change in one or more of these parameters can be the root case. For example, contamination of the oil with fuel or coolant will reduce its viscosity and can move a normally hydraulic lubrication mode into the mixed zone that is illustrated in the Stribeck plot.
Metal-to-metal contact can also occur if there is insufficient oil supply to the bearing. Most crankpin journal bearings are fed from a drilling in the crankshaft, which in turn is fed oil from the nose or rear of the crankshaft or from drillings that take oil from the mains journals.
Improper positioning of the outlet of the crankpin journal can end up feeding oil into a high-pressure zone, effectively choking the oil supply to the bearing. Alternatively, nose- and rear-fed crankshafts can have poorly designed oilway drillings that have a detrimental effect on oil supply. Some crankshafts seem to have a labyrinth-like network of angled holes criss-crossing down the crank with large pressure losses at each intersection, the result being that the oil pressure at the crankpin journal bearings at the end of the crankshaft is lower than that of their neighbours.
Localised wear marks on the bearing edges can be an indication of misalignment, which might be due to a distorted con rod or crankshaft journal. Engine designers have always tried to minimise crankshaft journal diameters in a bid to save weight and packaging space, but that can come at the expense of crankshaft stiffness. A key indicator of excessive twisting and bending of the crank journals is edge loading and wear on the bearings.
There are other sources for metal-to-metal contact, most of which can be eliminated through care and attention during design and manufacture. For example, poorly thought-out geometric tolerances can lead to misalignment of the bearings onto the crankshaft journals. As regards manufacture, inadequate grinding of the crankpin journals can result in a poor surface finish, chatter marks and even faceted journal shapes that will all increase the chance of metal-to-metal contact.
Cavitation
One of the most common forms of erosion that journal bearings will experience comes in the form of cavitation (as evident on the bearings pictured below). Unlike other forms of wear that a bearing might experience, with cavitation there is no metal-to-metal contact.
Although mild amounts of cavitation erosion are not uncommon and can be tolerated, if a bearing is subject to too much cavitation then it and the journal can partially or completely seize. Bearing cavitation can be highly destructive in race engines and difficult to diagnose, especially if the bearing has started to seize and any visual evidence is destroyed.
But what causes cavitation, and how can it be reduced or eliminated?
The answer to the first question lies in the behaviour of the oil present between the top of the crankpin journal and the bearing in the con rod half. When the piston approaches TDC it might stretch the con rod, momentarily distorting the circular big-end bore in the rod and cap assembly, with a corresponding distortion of the profile of the inner faces of the bearings.
This distortion creates a low-pressure region between the rod-half bearing and the crankpin journal. In some circumstances, minute vapour bubbles are formed in this region. With the onset of gas loading and the reversal of piston movement, the bubbles are re-pressurised and they contract at extremely fast rates, resulting in the bubbles imploding.
When the bubbles implode, they become liquid and create extremely high local spots of pressure, which lead to microjets that are fired into the surrounding bearing material. These pressure surges are actually strong enough to remove material from the bearing, and if the process is repeated for too long it will create microscopic cavities in the surfaces of the bearing.
Note that although cavitation erosion is more prevalent in con rod half-bearings, it can also be seen in the tag slot area of the cap-half bearing, where there is some geometric relief, and in the upper mains journal bearings, when the bore in the cylinder block assembly distorts under cyclic loading.
There are many factors that can make the outbreak of cavitation more likely and understanding which of these factors are the root cause can help to identify changes that might be able to reduce or eliminate cavitation. For example, impurities in the oil can be one cause. In an engine lubrication system, the circulating oil contains debris from abrasion and wear, and some of the unburnt fuel from the combustion process will be entrained in the oil as well.
A second cause could be because the vapour pressure of the chosen oil is too low (the vapour pressure is a property of a liquid which changes with temperature, and when the pressure of the liquid falls below the vapour pressure vapour, bubbles are formed). Oils with low viscosity can also increase the risk of cavitation.
Another way to reduce cavitation is to increase the stiffness of the bore in the con rod assembly so that localised deformation is reduced. It is surprising to see how just a small amount of structural support via the addition of ribs can have such a positive impact on bearing performance.
One of the critical features of a con rod, and one that is often overlooked, is the joint face. This is the pair of mating faces on the rod and cap halves, and it plays an important role in keeping the con rod together.
In an ideal world there would be no rod and cap halves, and indeed some engine configurations consist of a crankshaft assembly that can be built up from multiple separate sections of crank pin journals and webs. Such an arrangement would then allow for the con rod and big-end bearing to be slid onto the crank pin journal. However, the practicalities of packaging and assembly mean such layouts are only suitable for engines with fewer than four cylinders.
Most race engines will comprise a single-piece crankshaft containing crank pin journals separated by webs and counterbalance weights. So that it can be assembled onto the journals, the rod for each cylinder must consist of a rod half and a cap half.
In most applications, the rod and cap halves both contain plain bearing shells (or in some cases needle roller bearing cages), and these two halves are then bolted together to effectively clamp the bearing. The mating faces of the rod and cap halves are generally termed as the joint face or split line.
Joint Face Design
The correct design of the joint faces of the rod and cap halves is fundamental to the performance and longevity of the con rod assembly. Failure of this joint face will almost certainly lead to a failure of the big-end bolts or bearings, which normally results in a catastrophic engine failure.
Con rod designers will therefore pay close attention to the shape of the joint face, making sure it can withstand both the pre-loading from the big-end bolts and the cyclic loading during engine operation. The design of the rod and cap halves around the split line will have a fundamental effect on the stresses seen by the big-end bolt during these cyclic loads that come about as a result of the reciprocating forces pulling and pushing on the small end of the rod.
A good rule of thumb is that if the stiffness of the housing material around the big-end bolt and at the joint face is increased, the proportion of the cyclic load that the big-end bolt will experience will be reduced. Simply increasing the stiffness around the joint face by adding extra material however isn’t always possible owing to the limited space available – and besides, it will result in a detrimental effect on big-end mass, where every gram matters.
Remember that for static balancing of most crankshaft configurations, every gram on the bottom end of the rod multiplied by the radius of rotation will need a corresponding amount of mass multiplied by radius on the crankshaft balance weight. Any weight saving that can be applied to the bottom end of the rod therefore has a twofold reduction in rotating masses.
Increasing housing stiffness has the beneficial consequence that the bolt size can be reduced, which in turn means the overall size of the joint face can come down. This can lead to an iterative design process to optimise the bolt size and housing stiffness, which is normally carried out either by time-consuming and expensive trial and error or 3D finite element analysis (FEA).
Another key parameter that has to be optimised when designing the joint face is to try to bring the rod bolts inwards and as close to the big-end bore as possible. The major restriction here is the wall section at the joint face between the holes in the rod and cap halves and the big-end bore.
Keeping the big-end bolts as close to the bore as possible makes for a lighter and more compact con rod bottom end, and can reduce the amount of bending load seen in the bolts. Unlike some other classical bolted joint scenarios, big-end bolt loads are not just axial but are a combination of axial and bending loads thanks in part to the oscillatory motion of the bottom end of the rod.
Knowing that pressure is force divided by area, it is clear that the surface pressure seen at the joint face of a rod is greatly influenced by the area of the face. Increasing the joint face area normally means that the surface pressure is lowered, and relatively simple calculations can be derived to determine this pressure as a function of gas and inertia loads combined with the pre-load from tightening the big end bolt.
The effect of housing stiffness and deformation can complicate matters somewhat, which is where FEA can be used to predict surface pressures under different engine operating conditions and at different stages in the two- or four-stroke cycle. There is also the variation in surface pressure across the joint face to consider: the surface pressure can be higher closer to the bolt holes, and is reduced near the big-end bore as the stand-off of the big-end bearings is effectively trying to push the joint faces apart (plain bearings are deliberately designed to be slightly bigger than the housing bore in the con rod so that they are clamped in place when assembled to prevent movement).
Some con rod designs try to minimise this surface pressure variation by adding a very shallow groove or channel in the joint face, running in line with the bolt hole and parallel to the big-end bore axis. This relief can help to raise the pressure at the joint face near the big-end bore to combat the bearing stand-off forces.
Manufacturing the joint faces on both rod and cap halves can be a relatively simple operation if the faces are intended to be flat, but the geometric tolerance of the joint faces with respect to the big-end bore is important, as is the final surface finish.
The joint faces in both halves must be machined before the big-end bore is finished, which can complicate the specification of geometric tolerances; as such, specifications need to pay due regard to the sequential stages of the manufacturing process. Traditionally, joint faces are ground or lapped to achieve a surface finish of around 0.4 Ra. A mirror-like finish isn’t necessary, but conversely a roughened surface is also to be avoided.
Rod & Cap Location
In most cases the rod and cap halves are machined from a forging or billet blank that at some point has to be cut along the split line to allow the joint faces to be machined. Sometimes the rod and cap are actually machined separately, which would be the case if they were made from different materials. Once the joint faces have been machined, the rod and cap halves are then clamped back together with con rod bolts (sometimes referred to as slave bolts) so that the big-end bore can be machined.
It is imperative that after the big-end bore is finished, every time the rod and cap halves are subsequently separated and reassembled they are aligned exactly as they were when the big-end bore was machined. Also, some rods are crank-guided, meaning that they have thrust faces on both sides around the big-end bore to control the lateral movement of the rod along the crank pin journal, and the faces need to remain in their as-machined condition after reassembly.
Consequently, the need for the geometry of the big-end bore and thrust faces to remain as close as possible to how they were machined means there must be some method of alignment between the two halves. Many steel and titanium race engine con rods use ring dowels for this alignment.
The ring dowel, or alignment sleeve as it is sometimes called, is pressed into a counter-bore that has been machined into the rod bolt hole in one half, and the dowel then aligns with a matching counter-bore in the other half. Usually the dowel itself is made from a steel alloy, hence both it and (in the case of steel and titanium rods) the surrounding material don’t distort too much when there is a small amount of interference.
This means that repeated removal and assembly of the two halves during manufacture and engine build still gives a repeatable amount of realignment. With an aluminium rod and/or cap half, a steel ring dowel is likely to distort the softer surrounding material, so a serrated joint face is favoured.
One disadvantage of the ring dowel design is that it means having a bigger distance (pitch) between the centres of the big-end bolts, otherwise there won’t be enough wall thickness between the counter-bore on each side for the dowels and the big-end bore. Deleting the counter-bores for the dowels allows the pitch of the bolts to be brought in, which will reduce the bending loads on the bolts, as discussed.
It also allows the width and length of the joint face to be reduced, which in some applications is favourable for packaging the big-end of the rod in confined spaces. That is particularly so in vee engine design, where the designer wants to minimise the bank stagger (the lateral offset distance between the bores on either bank), which brings a knock-on reduction in overall engine length.
Alternatively, a dowel pin on both sides and next to the bolt holes can be used for alignment, and indeed has been a proven robust method for the alignment of rod and cap halves for decades. In an area of the engine where mass is at a premium, some con rods have dowel pins that are less than 4 mm in diameter. Not only does this result in a lighter pin, there is also less material required around the holes in the rod and cap halves. The centre point of the dowel pin hole is carefully chosen to minimise the width and length of the joint face for the reasons already mentioned.
The holes for both ring dowels and dowel pins are relatively easy to machine, and can provide a very good level of realignment tolerance. Traditionally, such holes are slot-drilled first, followed by a reamed hole that can give an ISO H7 tolerance band (in the case of a 4 mm hole, an H7 tolerance band is 12 microns, enough to give a suitable amount of interference with the dowel pin.)
Commercial ring dowels and dowel pins are readily available from numerous suppliers. Dowel pins are normally made from hardened steel or even silver steel in some cases, and the outer diameter is precision ground for excellent roundness tolerances along the entire length of the pin. Sometimes in the case of a solid dowel pin there is the option to include a small, flat section along its length to allow air to escape when the pin in pressed into the blind hole, although this is less common with smaller dowel pins.
Coiled spring pins (sometimes referred to by the tradename Spirol) are an established alternative to the solid variant. They are produced with sufficient control of their diametric tolerance to enable them to align the rod and cap halves but their construction makes them able to absorb shock loads.
Another possibility is to include a shoulder on the big-end bolt, with the shoulder diameter carefully controlled to give a slight interference in the holes in the rod and cap halves. This is only really practical through when the bolt is used in conjunction with a nut.
Joint Face Serrations
On a conventional flat joint face, in the absence of sufficient pressure, the rod and cap halves can slide, albeit only very slightly but enough to result in fretting damage. But there has been a growing trend towards a new type of joint face: serrated faces, like those on our Cosworth CA2010 con rods.
If machined accurately, serrated faces will be in contact on the flanks of the serrations, restricting any lateral movement and providing a rigid and secure joint. This is particularly important for aluminium con rods, as aluminium is prone to fretting. The flanks of the serrated faces will also have a larger surface area than that for a flat face, which results in a greater contact surface area.
These serrations can increase the housing stiffness around the big-end bore, which can have a beneficial effect on reducing the ovalisation of the big-bore during engine running and can also reduce bending loads on the big-end bolts. The big-end bore will distort into an oval shape when the piston approaches TDC, which can cause wear between the back of the big-end bearings and the con rod big-end bore surface, and create issues with the oil film breaking down between the crank pin journal and the inner diameter of plain bearings.
Initially, only straight-cut serrations were available, with the serrations all running in a direction parallel to the big-end bore axis. While that would give good location in one direction, dowel pins or ring dowels would still be needed to give complete alignment, to ensure that the thrust faces on the rod and cap halves were lined up accurately.
Some modern race engine con rods include curved serrations on the joint face that can align the rod and cap halves in all directions, making dowel pins or ring dowels obsolete. The path of the curvature of each serration can vary, but most con rod manufacturers use concentric serrations that are centred at a theoretical point outside the rod. Each side has to have a different centre point, otherwise the rod and cap halves would still be able to rotate about this point, so the designer has to make sure that all degrees of freedom are fixed.
There are numerous ways to machine the serrations on the joint face, including grinding, wire cutting, EDM (electrical discharge machining, also known as spark eroding) and even conventional milling. The actual profiles of the serrations vary between the different con rod manufacturers: some favour more than ten small serrations on each side, others opt for just two or three larger serrations.
The flank angles are nearly always at 45º to the split line to ensure an even distribution of stress in both the rod and cap halves. Understandably, the positional accuracy of the serrations is extremely important if the rod and cap halves are to mate together correctly.
Fracture Splitting
Although more common in the high-volume world of automotive con rods, fracture-split rods are now starting to appear in some race engines. Fracture splitting has been an established process for several decades, and while the method for splitting the rod into the rod and cap halves might seem crude, it actually requires a lot of careful design and process control.
Essentially, a defect is intentionally added to what will become the split line and, with the big end supported, the rod is struck hard enough to split it into two halves. This creates a very high strain rate on the split line, which is enough to make the normally ductile material behave in a brittle manner. This brittleness is necessary as there can’t be any deformation at the split line, so the resultant roughened surface of the joint face is made up of a vast number of peaks and troughs that will locate perfectly when the two halves are reassembled.
This repeatable accuracy in realignment is what makes fracture splitting so appealing for mass production. It means there is no need for dowel pins, ring dowels or serrated faces, thereby reducing cost. It also removes the need to machine or grind the joint faces, which provides another useful cost saving.
The drawback with fracture splitting, and perhaps the reason why it hasn’t become more popular with race engine con rods, is that it is only suitable for certain materials. The rod needs to be made from a material that has a sufficient strain rate sensitivity to allow it to fracture in a brittle manner. Road engine rods that are fracture split are often made from high-carbon wrought steels, as the high carbon composition will lower the content of ductile phases in the steel, but such materials aren’t always suitable for race engine rods.
Recently, some con rod manufacturers have been able to introduce fracture splitting to titanium rods. Titanium might not seem an obvious candidate for fracture splitting because it has a high amount of ductility, especially when compared to most steels. The elongation (a measure of ductility) of titanium alloys that are prevalent in race engine rods can be around 20%, versus around 13% for steel alloys, which means that in most cases titanium is more resistant to fracturing than steel.
The trick to fracture splitting is to find a way to reduce the fracture toughness in the split line zone only, without a detrimental effect on the rest of the rod, where high strength and good elongation properties are still important.
Irrespective of the material chosen, there will also be some sort of feature added from which the crack will initiate, most commonly a small vee-shaped groove or notch where the split line is required. Such notches will allow the crack to propagate and, in the case of the example from Yamaha, move along the grain flow lines that were originally created during the extrusion process.
The final method to weaken the area around the split line is to freeze the con rod in liquid nitrogen, which can take the temperature down to below -200 C. All metals go through a brittle-to-ductile transition as the temperature is lowered (technically this should be termed ductile-to-brittle), and the temperature at which this transition occurs depends on the composition of the metal.
Angled Joint Face
Alongside the radius of the crankshaft web or counterweight, the locus (path) of the heads of the big-end bolt as they move through one complete engine revolution can dictate the height of the sump. A shallow sump can have many benefits for the packaging of the engine, such as enabling the engine to be positioned lower in the car to lower the position of the centre of gravity for better vehicle performance.
In most cases the split line of a conventional con rod will be perpendicular to the rod’s axis, and cut-outs can be added to the engine architecture to clear the rod bolt locus. However, in the quest for better packaging of the bottom end of the engine, some engine designers look to angled joint faces. Angling the split line on the rod can also help to raise the rod bolt locus, thereby permitting the bottom of the sump to move up.
Choosing an angled joint face for a con rod can impose restrictions on the design of the threads in the rod and in the assembly of the big-end bolts. If the rod requires an angled joint face then it is almost certain that the thread will need to be in the rod half, as the big-end bolt will only be able to pass through from the cap half. If the angle of the joint face is severe enough then one of these tapped holes in the rod half will have to be a blind hole.
Although that isn’t necessarily a major problem, it does mean it won’t be possible to measure the stretch of the rod with conventional tooling; in these circumstances, the rod bolt will have to be tightened to an angle instead. As discussed, only a small proportion of the applied torque goes into the pre-load of the bolt, so the rod bolts aren’t normally tightened to a torque figure. To get an accurate and repeatable amount of pre-load, the bolts are normally tightened up to a calculated amount of bolt stretch.
https://modatek.co.uk/wp-content/uploads/2024/07/MTK0054-CA2010-Connecting-Rod-2-edited.jpg15002000Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2024-07-31 12:29:082024-10-07 08:08:01CON ROD JOINT FACE TECH
Back in the normally aspirated era of Formula 1, it was the piston that was usually the most stressed component in the engine. Just take a look at some of the F1 pistons that we currently have for sale – each piston has a tale to tell.
Here’s a couple of close-up photos of our Cosworth Formula 1 TJ pistons from 2004 (we’ve still got some available), showing just how much abuse they received when they were being raced.
Carbon build-up on the crown wasn’t unusual in this era, but it did affect performance. It does however illustrate just how close the valves got, with the faces of the valves taking away the carbon layer in the pockets and just touching the piston. Now imagine the pistons moving up and down at 19,000 rpm, or over 300 times per second!
The witness marks of the valve faces in the pockets illustrates just how precise the timing had to be on these engines. Valve control was exceptional, thanks in part to the pneumatic valve springs, which gave a consistent and repeatable amount of force regardless of the age of the engine.
The Xylan coating on the skirt shows heavy wear but remember that it’s a sacrificial layer that has prevented scuffing in the bore. You can see the scroll pattern of the grooved surface beneath the coating that helps trap oil for lubrication.
The undercrown photo shows just how much machining was carried out by Cosworth. The piston started life as a forging, but the undercrown was then extensively machined to create weigh-saving pockets and slots which couldn’t be formed during forging.
These extreme weight saving measures were essential, and without them it would have been impossible to get to the ear-splitting speed of 19,000 rpm. The inertial load created by the sudden changes in direction of the piston is directly proportional to the piston mass, so the lighter the piston, the lower the inertial load, or the faster you can run the engine.
These pistons are an incredible feat of engineering even if they are now 20 years old. You can get yours today whilst stock lasts from our on-line shop here: Cosworth TJ Formula 1 Piston (Xylan)
https://modatek.co.uk/wp-content/uploads/2024/07/1-1.jpg788940Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2024-07-16 12:57:502024-10-07 08:08:06FORMULA 1 PISTONS PUSHED TO THE LIMIT
Turn your volume up to 11 and sit back and enjoy 90 seconds of pure, unadulterated noise in this Cosworth Formula 1 engine test as a CA2010 engine is pushed through its paces on Cosworth’s transient dyno at speeds of up to 18,500 rpm.
The Cosworth CA engine represented a pinnacle in the design of high-speed naturally aspirated engines for Formula 1 racing. Calling on over 50 years of experience that dated back to the legendary DFV, Cosworth created their most ground-breaking engine ever, capable of reaching 20,000 rpm in 2006.
Sadly, in 2010 the engine speeds were restricted by regulation to 18,500 rpm, but that didn’t stop the cars of that era sounding amazing.
We stock race-used parts from Cosworth’s TJ and CA engines that can be displayed for all to see. Just keep an eye on our Memorabilia section of our on-line shop to see what’s currently available. Each part can be bought directly from the website shop and delivered straight to your door.
If you enjoy listening to the roar of a Formula 1 engine being put through its paces then you can download it as a ringtone for your phone (Android only, sorry!).
The Need for Speed
In the ear-splitting ‘90s and 2000’s, engine speed was THE metric that Formula 1 engine manufacturers wanted to push to the limit. In a naturally aspirated engine, the goal is to get as much fuel and air into the combustion chamber, and the best way to do this is to run the engine as fast as possible. Unlike power figures, engine speed is something that rival competitors can measure from the side of the track, using audio recording equipment.
It is generally acknowledged that BMW were the first F1 engine manufacturer to break the 19,000 rpm limit in 2002. Toyota soon leapfrogged their fellow German rivals, reaching 19,200 rpm in 2005 despite the introduction of rules to increase engine mileage. These regulations caused a brief respite in the push for speed, but by the end of the V10 era in 2005 the entire grid was running at 19,000 rpm.
Switch to V8 Power
In an attempt to curb engine power, the FIA mandated a switch from 3.0 litre V10s to 2.4 litre V8s in 2006. However, this had little or no effect on the push for speed. Cosworth’s Bruce Wood explained how they did this to Race Engine Technology as part of their exposure on the CA . “To go faster you just have to keep making the bore bigger and the stroke shorter and sort out your valves.
“While developing the TJ we did tests on our single cylinder rig of 96, 97 and 98 mm bores – it was all about higher speed. We were considering a bigger bore and bigger valves and a compound valve angle before the mandatory switch to V8s was brought in. We had thereby established that combustion was OK with the 98 mm bore (the maximum permitted in 2006), so there was no reason not to move to it…”
In 2010 Cosworth returned to Formula 1 with the CA2010. By this time the rules had necessitated a cap in speed of 18,500 rpm. Nevertheless, the cars still sounded incredible, and drop in speed didn’t prevent engines like the CA2010 from reaching power figures of over 775 bhp.
Keeping It Together
20,000 rpm is a huge achievement – as this Formula 1 engine test video shows, even 18,500 rpm sounds terrific, but running at these speeds results in a number of engineering headaches. First of all, the inertia loads on the moving components roughly increase with the square of the speed. So a jump from 10,000 rpm to 20,000 rpm might be double the speed but will result in a quadruple increase in inertia loads.
The second problem with increasing engine speed is that there is a corresponding increase in vibration. This was compounded with the switch from V10 to V8 engines in 2006. A V8 engine like the CA equipped with a flat plane crankshaft will naturally have out-of-balance vibration in a horizontal direction.
Bruce Wood gives a further insight into the problems that this horizontal shaking of the engine would cause on the CA. “When we first started running the CA, the scavenge pumps, which are held onto the sump with horizontal bolts, would fall off. Those are 8 mm cap screws, the heads of which snapped off because of the unbalanced force, which is why our scavenge pumps are now secured by Multiphase bolts!”
Torsional Control
One other problem to resolve before unlocking 20,000 rpm is torsional resonance of rotating components like the camshafts and crankshaft. Torsional resonance has always been an issue in Formula 1 engines – Keith Duckworth had to resort to flexible compound gears to keep the gear drive intact in the DFV in 1967. Fast forward 4 decades, and double the engine speed, and the torsional problems become a whole lot worse.
“In terms of the torsional vibration inside the engine, we knew what we were up against, which is why the CA has far more damping devices in it than our previous V10 engines.”, says Wood. “We have a ‘compliant’ gear train that has been in our Formula One engines for years, then in addition (to two dampened compound gears) the CA has compliant quill drives within each of its two auxiliary drives, a big viscous damper on the back of the crankshaft, viscous dampers on the back of each camshaft and friction quill dampers in the front of each camshaft. That means in total it has 13 dampers – 14 when fitted with KERS.”
Modatek provide parts and consultancy for a wide range of Cosworth historic engines, including the CA. Want more information? Just send us a message through our Contact Us page.
https://modatek.co.uk/wp-content/uploads/2022/01/CA-Dyno-Test-Snapshot-scaled.jpg19202560Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2024-07-05 08:00:222024-10-07 08:08:17FORMULA 1 ENGINE TEST
In our latest technical blog we take a closer look at pneumatic valve springs. They’ve been on Formula 1 engines for the last 30 years, but how do they work and why aren’t they in our road car engines?
Have you ever watched a Grand Prix and watched on in dismay as your favourite driver’s pit stop seemed to last for an eternity. Worst still, mechanics seemed to be stood around the car doing nothing, with the exception of one mechanic who is frantically trying to connect up an air hose to the side of the car.
Chances are that the engine of your favourite driver is currently suffering from what normally turns out to be a terminal failure of the pneumatic valvetrain system. The hapless mechanic will be trying to add air or nitrogen to the system to counteract a leakage somewhere deep within the engine.
So what is a pneumatic valve spring and is it really better than a conventional wire valve spring? Well, in a nutshell, a pneumatic valve spring is basically a cylinder of pressurised gas (air or nitrogen) which behaves in a similar manner to a wire spring by creating an upwards force on the inlet and exhaust valves.
All Formula 1 engines run some sort of pneumatic valvetrain and pneumatic valve springs are common on a few other premier motorsport categories like Moto GP. It goes by a number of different names – some engine manufacturers refer to it as the PVRS (pneumatic valve return system) or AVS (air valve spring), but they all work in roughly the same way.
Pneumatic valve springs were pioneered by Renault for its Formula One engine back in the later 1980s, and have long since been adopted by all the other manufacturers in Formula One. Cosworth switched to its own system in the early 1990s – remember the fuss when it supplied engines that were upgraded with pneumatic valve springs to Benetton and not McLaren, resulting in a frustrated Ayrton Senna?
Pneumatic Valve Spring Components
In a pneumatic valve spring air or nitrogen is fed into drillings in the cylinder head at a regulated pressure of (typically between 10 and 20 bar, depending on several parameters such as the volume of the body and the mass of the valve) from a supply bottle mounted externally on the chassis or from a compressor, and then introduced into the pneumatic valve body through a non-return valve.
Inside the body, the gas will be compressed to more than 80 bar as it is squashed by movement of a disc secured to the valve with cotters, called the reciprocating seal carrier. Around the outside of this carrier is a seal that runs inside a honed bore inside the body (sometimes the bore is in a separate sleeve that is inserted into the body). At the base of the body is another seal carrier which houses the stem seal.
Both seals are usually energised by a combination of the internal gas pressures in the body and metal garter springs which forces the seals out even when there are lower gas pressures present.
The exact construction and materials that are used to manufacture the seals remains a closely guarded secret between the seal manufacturers and the engine manufacturers. This is even true on the seals that we supply to customers rebuilding historic Formula 1 engines.
Both the reciprocating seal and the stem seal will be required to maintain a perfect seal whilst running at phenomenal speeds. It is imperative that the surfaces aren’t dry, otherwise the seals will overheat. The running surfaces of both seals have to be lubricated with oil, but the introduction of oil has to be carefully controlled.
Thankfully, in the environment that the pneumatic valve springs find themselves in, there is plenty of oil around. In the valvetrain chest, which is the space around the pneumatic valve bodies, there is always a mist of oil present. This oil finds it way onto the walls of the bores in each body, and can then lubricate the reciprocating seal.
The reciprocating seal has a shallow groove running around the middle that fills with oil, and when the seal moves the pressure in the groove increases until it reaches a point where the oil is forced into the body. Once in the body, the oil can then lubricate the static stem seal.
But too much oil in the body can be catastrophic. Unlike gas, oil is virtually incompressible. If too much oil gets into the body of a pneumatic valve spring then it will hydraulically ‘lock up’. This in turn results in massive forces on the seals and carriers, which can lead to catastrophic engine failure.
The amount of oil present can be maintained by using small pressure relief valves (PRV), which will open when too much oil is present, and if located correctly they will vent the oil out of the body. The operation of these valves is similar to the much larger PRV that are found next to the oil pressure pump.
Normally each pneumatic valve body will contain its own miniaturised PRV. The PRV consists of a tiny ball bearing which is pressed by a spring against a conical face to seal off the oilway. When the pressure in the body reaches a certain level the spring force is overcome and the ball moves, opening up the oilway. The installed length of the spring is carefully preset with a graded-length screw, which is selected during build to ensure that the PRV opens at the right pressure.
So, when the amount of oil present in the body gets too much, the pressure in the body opens up the PRV and the oil escapes out. However, it’s not always as simple as this. Sometimes gas will escape with the oil, depleting gas from the body, and so more gas will be required. Effectively, the body has to take a gulp of gas from the supply source.
If this occurs repeatedly or if the seals start to leak then the gas bottle will soon be exhausted and will have to be topped up, which brings us back to the lengthy pit stop, frustrated driver and exacerbated mechanic.
Normally this leakage doesn’t just go away, and if there isn’t enough replacement gas added during the pit stop then eventually the bottle will run out. In Formula 1 the emphasis is on saving engines for future use, so the team will normally elect to retire the car rather than risk a loss of valve control and ultimately engine failure.
Pressure Regulator
One important component in the pneumatic valvetrain is the pressure regulator. This device is spring-loaded and can be set to ensure that the supply of the gas going into the engine is at a consistent pressure regardless of the pressure of gas in the bottle.
The pressure regulator on a race car is a more complicated version of one that might be found on a diving bottle. It’s normally mounted in a cavity in the sidepod, and as such is subjected to extreme vibrations and temperatures.
This regulator also typically has two pressure sensors installed – one will read the pressure from the bottle, and the other will record the pressure going into the engine. A deteriorating bottle pressure is a sure sign that the engine is consuming gas.
The Benefits of Pneumatic Valve Springs
Thanks to its ability to be able to cope with higher loads, a pneumatic valve spring offers two significant benefits over a wire spring. First of all, most wire sprung engines are limited to around 12,000 rpm because of the strength of the springs. If you want to go past that speed then you’ll probably have to switch to a pneumatic valve spring.
Secondly, most race engine designers want a profile that will give rapid opening of the valve, followed by the required duration of opening and then a rapid closing of the valve. Again, wire springs can be a limiting factor for the aggressiveness of the cam profile. If you want to run aggressive cam profiles then you’ll probably benefit from a pneumatic valve spring.
So how is a pneumatic valve spring superior to a wire spring? An esteemed engineer by the name a of Professor Gordon Blair wrote a series of articles for Race Engine Technology that examined valve springs in great detail.
In one of these articles (“Steel Coils Versus Gas”, RET 23) he included an in-depth comparison between a single-coil steel spring and a nitrogen-filled pneumatic valve spring. He analysed the amount of valve bounce from both systems and surmised that the valve control with a pneumatic spring was superior to that provided by the steel spring.
He highlighted several reasons for this improvement in valve control. First, the mass of the reciprocating seal and carrier was only around one-fifth of that of the steel spring. Also, the gas spring displays an inherent damping behaviour thanks to the hysteresis of the gas. And perhaps most important, unlike helical wire springs, pneumatic valve springs cannot suffer from surge problems.
Will We See Pneumatic Valve Springs on the Road?
The simple answer to this question is no. For a start, most road engines don’t need to run at the speeds seen in Formula 1. Moreover, most road engines don’t need to use aggressive cam profiles. So a conventional wire compression spring can do the job and there are plenty of metallurgical advances that make a wire spring incredibly robust.
The other problem is that, despite 30 years of research, pneumatic valve springs are still relatively unreliable, certainly when compared to a wire spring. There is an incredible amount of care and attention that is required when assembling a pneumatic valve spring. Just the slightest amount of dirt or debris can cause the seals to leak. In the OEM world of mass-production, it would be extremely difficult to assemble pneumatic valve springs on a production line within a sterile environment.
So it’s highly unlikely that you’ll ever see a warning sign flash up on your dashboard whilst you’re driving to the shops telling you that you need to come in for an unscheduled pit stop for a bottle top up.
Modatek can supply parts and consultancy to customers who want to rebuild the pneumatic valve springs in their historic engines. Get in touch to find out how we can help.
https://modatek.co.uk/wp-content/uploads/2024/07/AVS-Assy-2.jpg7681024Matthew Granthttps://modatek.co.uk/wp-content/uploads/2024/02/Modatek-Logo-V3-Logo-for-Header-2-300x137.jpgMatthew Grant2024-07-01 15:37:482024-10-07 08:08:22PNEUMATIC VALVE SPRING SECRETS REVEALED
To the untrained eye, the skirt of a piston would appear to be perfectly cylindrical. To be fair, even to the trained eye that would seem to be the case. But if you were to roll a piston on its side down a flat slope, you’d notice that it gradually wanders off path – that’s because the shape of the skirt isn’t round! In this technical blog we uncover what shape it actually is, and why.
Looking at the piston side on, the profile of the skirt is actually barreled, not straight. And looking from the top, the shape of the piston is oval, not circular. Actually, you’d be hard pressed to notice this by eye, as we are talking in terms of fractions of a millimeter, but its enough to make a difference when the piston is running in an engine.
This barreling and ovality is intentional – it’s there to take account of the deformation of the piston when it is loaded up and heated up, which has the potential to result in inconsistent bore clearance and possible seizure.
Bore Clearance
The clearance between the skirt and the cylinder bore’s inner diameter is critical, for many reasons. Too much clearance will allow the piston to tilt in the manner described above, whereas insufficient clearance can result in catastrophic seizure. Note also that tilting the piston can lead to increased movement of the rings and more wear of the ring grooves.
Generally, the running clearance is dictated for full-load operating conditions. The clearance is influenced by engine speed and piston temperature, so other operating conditions may also need to be considered. For example, the piston temperature and hence expansion can increase during lean running, which can lead to an unforeseen reduction in clearance.
Note that the recommended bore clearance is also affected by the materials of the piston, cylinder liner (if present) and cylinder block, specifically with regards to dissimilar thermal expansion rates. Even the two grades of the most prolific aluminium alloys in use these days – 2618 and 4032 – have different thermal expansion rates that mean the bore clearance needs to be different for each alloy.
Normally a piston made from a 2618 alloy will require more bore clearance than one made from a 4032 alloy. That isn’t an issue during running, as once the pistons have reached their operating temperatures the chosen bore clearances will be the same for both alloys, but it can cause a problem on start-up or when cold as the extra clearance required for the 2618 piston can create more noise.
Piston Skirt Loads
In a conventional reciprocating four-stroke engine the small end of the con rod will articulate forwards and backwards around the gudgeon pin as the crankshaft completes one revolution. As a result, the piston will be subjected to side loads that vary for each of the four piston strokes.
The largest side load by far will be during the power stroke, when a combination of inertia and gas loads will push the piston sideways as well as downwards. This is commonly referred to as the major thrust side load, and its direction is always on the side that is against the direction of rotation.
For example, if the crankshaft rotates clockwise when viewed from the front then the major thrust side will be on the left-hand side. The opposite side of the piston is referred to as the minor thrust side, and the minor thrust side is subjected to a lower sideways force during some of the other stages of the four-stroke cycle.
As well as deforming the shape of the piston, these major and minor side loads can have an extremely detrimental effect on the operation of the piston. For example, they can promote tilting or rocking of the piston in the bore, which can exasperate wear at the top of the lands and at the bottom of the skirt. This type of movement can also create vibrations that are then radiated through the engine and can even be detected and heard outside the engine, commonly called piston slap.
Piston Skirt Deformation
The external loads imparted to the piston from the gas pressure in the combustion chamber above the piston are immense, and will cause strain deformation of the piston shape and in particular the piston skirt area. The resultant shape of the skirt after this deformation is a complex one.
During the firing cycle the crown will be deformed inwards by the loads from the gas pressure in the combustion chamber, effectively splaying the skirt outwards. If the piston were shaped like a cup then the skirt deformation would be circular, but of course the piston incorporates the pin boss and structural ribs, so the deformation isn’t even.
The pin bosses provide support along the pin axis, so the skirt deformation at the piston’s open end can be broadly described as oval, with the diameter increasing along the pin axis and decreasing at the major and minor thrust directions. The shape isn’t completely elliptical though, as there are additional strain deformations in the skirt to consider. The pin bores themselves are subject to loads from the gudgeon pin, which can effectively flatten the skirt, and the skirt itself is deformed by the contact pressure acting on the skirt from the cylinder bore.
Superimposed on top of these strain deformations is the effect of thermal expansion. The temperature is highest at the crown, so at working temperature the diameter around the crown and around the lands will expand outwards more than the diameter of the skirt.
There will also be a gradual reduction in diametric expansion down the length of the skirt, decreasing as one goes down the skirt away from the crown. Like the strain deformation, the thermal expansion of the skirt isn’t even due to the presence of the pin bosses and structural ribs.
When the strain deformation and thermal expansion of the piston are combined, the resulting skirt topography ends up being a combination of broadly oval sections that increase and decrease in size down the length of the skirt, following what is best termed a barrel profile. Note that some manufactures refer to the barreling as cam or curvature.
Now, if one assumes that the bore in the cylinder block or cylinder liner is perfectly cylindrical during running (which it isn’t) then the shape of the piston skirt’s profile when it is machined has to be carefully designed so that it deforms (both by strain deformation and thermal expansion in the manner described above) when running to create a complementary perfect cylinder. As a result, piston designers will have to specify the necessary ovality and barreling of the skirt and lands that the machinist will need to achieve at room temperature.
Piston Skirt Design
When designing a piston, special attention is paid to the topography of the skirt. The shape of the skirt can have a large influence on engine performance, as it can control the tilting of the piston, lateral displacement, oil film thickness and frictional losses. As mentioned, the shape of the skirt is defined by barreling and ovality.
Piston Skirt Barreling & Ovality
The simplest design of piston skirt will have the same amount of ovality along the entire length of the piston, and in some cases this will suffice. The designer ensures that the area of the skirt that will have the largest amount of expansion is catered for, but the remaining sections of the skirt will have a looser fit during running than might be desired, which can cause problems with reduced stability of the rings and poor guidance of the piston in the bore.
Going one step further to solve these issues, the ovality at staged sections down the length of the piston can be prescribed as a series of ellipses, which in turn are defined by their major and minor diameters, and which change in size following a barrel form. Commonly, this is done at discrete points roughly every 1-2 mm down the length of the piston.
The derivation of these ovalities would traditionally have been found from trial and error, requiring a series of engine tests to monitor the condition of the skirt. The pistons could only be inspected by removing them, hence such testing would require a number of rebuilds.
Too much contact between the skirt and the wall of the bore would be indicated by scuffing, which would indicate the areas that needed to be addressed. In the worst case, overly excessive contact would cause a catastrophic seizure, making it impossible to inspect the running surfaces left in the piston debris.
With the advent of FEA (finite element analysis), piston designers can calculate the combination of strain deformations and thermal expansion to derive the required skirt profile. Load cases for various stages in the operating cycle and different running conditions can now be considered to optimise a single profile for a number of scenarios. In addition, the piston designer can now take into account the effect of bore distortion.
The assumption that the bore is perfectly cylindrical during engine running isn’t necessarily true, even if the bore has been honed at temperature and with torque plates fitted to simulate distortion from the assembly and running loads induced by the cylinder heads, sump or mains caps, and crankshaft mains journals. There will still be some distortion to this circular section, which normally corresponds to the locations of the studs or fasteners next to the bore.
FEA can be a very powerful tool to predict the actual shape of the cylinder bore, and the results from it can be used to define the required piston skirt profile. Piston designers are turning to increasingly intricate computer-derived simulations, creating complex dynamic multi-body simulations based on the structural and thermal FEA of the piston and bore. The results of this analysis can create skirts that have the optimum contact conditions for a wide range of operating conditions.
So, the first objective of a good skirt design is to ensure that there is the correct clearance between all the parts of the lands and load bearing area of the skirt and the wall of the cylinder bore. As we’ve already seen, there are a number of factors that can influence bore clearance, and the chosen profile must take into account each of these factors.
Nowadays though, designers are also considering the dynamic behaviour of the oil that is trapped between the skirt and the bore. There has been plenty of published research into the effects of piston skirt profile on the lubrication of the piston and its subsequent influence on friction.
Such research concludes that the frictional behaviour of the piston is heavily influenced by the mode of lubrication (hydrodynamic, mixed and boundary), which in turn is constantly changing throughout the four-stroke cycle owing to the reciprocating motion of the piston. Further, it has been noted that almost 80% of the frictional power loss from the skirt occurs during the power stroke.
Piston Skirt Machining
The required shape of the skirt by the designer can be machined by mounting the piston on a rotating spindle, which is then moved in and out of a rotating grinding wheel whose movement is controlled by an eccentric cam. Manufacturers use specialist CNC piston turning centres for this, and they can be programmed by entering the required diameters and ovalities at the discrete sections down the length of the piston, as defined by the designer. Note that this type of machining will extend up above the skirt to the lands, and can include the ring grooves themselves.
More advanced machining centres now use modern diamond turning instead of grinding to achieve a tighter tolerance on the skirt profile. Some machines will need to be temperature controlled or will have an element of temperature compensation built into them to eliminate the potential problem of thermal expansion during machining – even a shift of 10 oC above room temperature can push the profile out of tolerance. In addition, as design techniques have advanced over the years the required profiles have become more complex.
As a result, skirt machining has had to be developed to allow for more complicated designs, such as the need for asymmetric skirts and even concave reverse-profile barrelling in certain sections of the piston. (On a piston with asymmetric skirts the bearing area of the major skirt is designed to be able to withstand the higher loads from the major thrust side, and as the deformation of the skirt is partly linked to side loading, it also means the skirt profile can end up being different on the major and minor skirts.)
Skirt Coatings
In theory, if the skirt profile has been designed correctly, and there is an adequate supply of oil, then there shouldn’t be any contact between the skirt and the bore, as there will always be a film of oil separating them. In reality though, that isn’t always the case – cold starts, oil contamination, overheating, extended high-speed running and many other problematic running conditions can lead to a breakdown of this hydrodynamic oil film.
Several piston manufacturers therefore apply a coating of some sort on their piston skirts, to allow the piston to survive the occasional skirt-to-bore contact. Although the major source of friction will come from the rings, there is some frictional saving that can be made with skirt coatings, and there is plenty of evidence to show that the application of coatings has helped with the durability of both the piston skirt and the cylinder bore surfaces.
The thickness of the coating on the skirt can be quite thin, in the region of between 8 and 13 microns, and with such thin coatings there doesn’t need to be a manufacturing allowance when machining the skirt, as this coating is intended to wear (as is the case on the Cosworth TJ Formula 1 piston pictured above). Sacrificial coatings like these can also be extremely useful in identifying areas of high wear on the skirt – as long as the engine is stopped before metal-to-metal contact occurs!